ساخت برد مدار چاپی با استفاده از آهن لیزری. ساخت برد مدار چاپی در منزل روش اتو لیزری
برد مدار چاپی خانگی
نحوه ساخت برد مدار چاپی در خانه با استفاده از فناوری اتو لیزری. این به انتقال حرارتی تونر از کاغذ به سطح متالیزاسیون برد مدار چاپی آینده اشاره دارد.
من بارها سعی کردم یک برد مدار چاپی با استفاده از فناوری اتو لیزری بسازم، اما هرگز نتوانستم به یک نتیجه قابل اعتماد و به راحتی قابل تکرار برسم. علاوه بر این، هنگام ساخت تخته، من به سوراخ های حک شده در پدهای تماسی با اندازه بیش از 0.5 میلی متر نیاز دارم. پس از آن، من از آنها هنگام سوراخ کردن استفاده می کنم تا مته 0.75 میلی متری را در مرکز قرار دهم.
این نقص به صورت جابجایی یا تغییر در عرض مسیرها و همچنین در ضخامت نابرابر تونر باقی مانده روی فویل مسی پس از برداشتن کاغذ ظاهر می شود. علاوه بر این، هنگام برداشتن کاغذ قبل از اچ کردن، تمیز کردن هر سوراخ در تونر از باقی مانده خمیر کاغذ دشوار است. در نتیجه، هنگام اچ کردن یک برد مدار چاپی، مشکلات اضافی ایجاد می شود که تنها با انجام برعکس از آنها جلوگیری می شود. http://oldoctober.com/ru/
من فکر می کنم دلیل ازدواج به شرح زیر است.
کاغذ که تا دمای بالا گرم می شود، شروع به پیچ خوردن می کند. در حالی که دمای فایبرگلاس با روکش فویل همیشه کمی کمتر است. تونر تا حدی به فویل میچسبد، اما روی کاغذ ذوب میشود. هنگامی که تاب خورده است، کاغذ جابجا می شود و شکل اصلی هادی ها را تغییر می دهد.
در همان ابتدا، می خواهم به شما هشدار دهم که این فناوری بدون اشکال نیست.
اولین مورد غیبت است کاغذ مخصوصبرای انتقال حرارتی، به جای آن من پیشنهاد می کنم کاغذ مناسب را برای برچسب های خود چسب انتخاب کنید. متأسفانه همه کاغذها کار نمی کنند. یکی را با برچسب های متراکم تر و پشتی که سطح خوب و یکدستی دارد انتخاب کنید.
عیب دوم این است که اندازه PCB توسط اندازه کفی محدود می شود. علاوه بر این، هر آهنی نمی تواند فایبرگلاس روکش شده با فویل را به اندازه کافی گرم کند، بنابراین بهتر است حجیم ترین آنها را انتخاب کنید.
با این حال، با تمام این معایب، فناوری شرح داده شده در زیر به من اجازه داد تا در تولید در مقیاس کوچک، نتیجه ای پایدار و به راحتی قابل تکرار داشته باشم.
ماهیت تغییر در روند سنتی این است که پیشنهاد می شود کاغذ را نه با تونر، بلکه خود فایبر گلاس روکش شده با فویل را گرم کنید.
مزیت اصلی این است که با این روش کنترل دما در منطقه ذوب تونر آسان است. بعلاوه، غلتک لاستیکیبه شما امکان می دهد فشار را به طور مساوی توزیع کنید و از خرد شدن تونر جلوگیری کنید.
این فناوری به همان اندازه برای فایبرگلاس های روکش شده با فویل با ضخامت های مختلف مناسب است، اما بهتر است از ماده ای استفاده شود که ضخامت آن بیشتر از یک میلی متر نباشد، زیرا برش آن با قیچی آسان است.
بنابراین، ما یک تکه، بیشترین چیزی که نیست، فایبرگلاس فویل فرسوده را می گیریم و آن را با کاغذ سنباده پردازش می کنیم. شما نباید از پوست بسیار بزرگ استفاده کنید، زیرا ممکن است مسیرهای آینده آسیب ببینند. با این حال، اگر یک تکه فایبرگلاس جدید دارید، نیازی به سمباده زدن ندارید. سطح مسی باید در هر صورت کاملا تمیز و چربی زدایی شود.

ساخت شابلون انتقال حرارتی. برای این کار، تکه لازم را از ورق کاغذ برای برچسب ها جدا می کنیم و خود برچسب ها را از پشتی جدا می کنیم. برای جلوگیری از گیرکردن آستر در مکانیزم چاپگر، باید یک تکه برچسب در ابتدای برگه گذاشته شود.
نواحی پشتی را با دستان خود لمس نکنید که بعداً تونر اعمال می شود.

اگر ضخامت فایبرگلاس روکش فویل یک میلی متر یا کمتر باشد، فاصله بین لبه های تخته های جداگانه را می توان 0.2 میلی متر انتخاب کرد، اگر بزرگتر است و می خواهید قطعه کار را با اره برقی برش دهید، 1.5- 2.0 میلی متر، بسته به ضخامت تیغه و تحمل پردازش.

من از لایه تونر پیش فرض در درایور چاپگر استفاده می کنم، اما "B&W Halftones:" باید روی "Solid" تنظیم شود. به عبارت دیگر، شما باید از ظاهر شطرنجی جلوگیری کنید. ممکن است آن را روی شابلون نبینید، اما می تواند بر ضخامت تونر تأثیر بگذارد.

شابلون را با گیره کاغذ روی یک تکه فایبرگلاس فویل ثابت می کنیم. یک گیره دیگر به لبه آزاد شابلون وصل می کنیم تا با اتو تماس پیدا نکند.
نقطه ذوب تونر مارک های مختلفتقریباً 160-180 درجه سانتیگراد است. بنابراین دمای اتو باید 10-20 درجه سانتیگراد کمی بالاتر باشد. اگر اتوی شما تا دمای 180 درجه سانتیگراد گرم نمی شود، باید آن را دوباره تنظیم کنید.

قبل از گرم کردن، کف اتو باید کاملاً از چربی و سایر آلودگی ها تمیز شود!
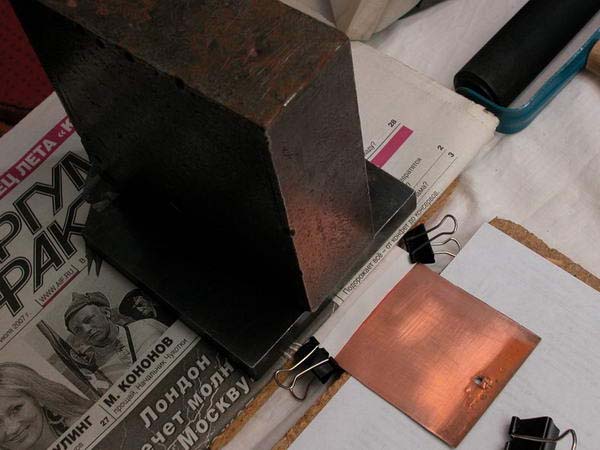
اتو را با دمای 180-190 درجه حرارت می دهیم و مطابق شکل روی فویل فایبرگلاس محکم فشار می دهیم. اگر اتو در جای دیگری قرار گیرد، تخته ممکن است بیش از حد نابرابر گرم شود، زیرا اتو معمولاً 20 تا 30 درجه سانتیگراد بیشتر در قسمت پهن تر گرم می شود. دو دقیقه می ایستیم.

پس از آن، اتو را بردارید و با یک حرکت، شابلون را با استفاده از یک غلتک لاستیکی برای رول کردن عکس ها روی فایبرگلاس روکش شده با فویل بغلتانید.
اگر در حین چرخاندن تونر له شود، یعنی مسیرها به طرفین حرکت کنند یا شکل خود را تغییر دهند، باید مقدار تونر در درایور چاپگر کاهش یابد.
می خواهید مرکز غلتک همیشه در امتداد مرکز تخته حرکت کند. دسته غلتک باید به گونه ای نگه داشته شود که از ظاهر شدن بردار نیرویی که "در اطراف" دسته است جلوگیری شود.

چندین بار دیگر شابلون را به شدت می پیچیم و "ساندویچ" حاصل را با چیزی سنگین فشار می دهیم ، زیرا قبلاً روزنامه را چندین بار تا شده قرار داده ایم تا وزن به طور مساوی توزیع شود.
شابلون باید هر بار در یک جهت رول شود. غلتک از نقطه اتصال شابلون شروع به حرکت می کند.
بعد از حدود ده دقیقه می توانید پرس را بردارید و شابلون را بردارید. این چیزی است که اتفاق افتاده است.


حالا باید به هر شکلی چیزی را به پشت تخته بچسبانید که بعداً می توانید این تخته را در حین اچ نگه دارید. (من از چسب حرارتی استفاده می کنم.)

ما تخته را در محلول کلرید آهن مسموم می کنیم.
چگونه محلول را تهیه کنیم؟
اگر قوطی کلرید آهن کم فشار باشد، به احتمال زیاد در حال حاضر یک محلول فوق غلیظ وجود دارد. می توان آن را در ظرف اچینگ ریخت و کمی آب به آن اضافه کرد.
اگر کلرید آهن هنوز با آب پوشانده نشده است، می توانید خودتان این کار را انجام دهید. احتمالاً می توانید خود کریستال ها را از شیشه تهیه کنید، اما از نقره خانواده برای این کار استفاده نکنید.
به خاطر داشته باشید که فرآیند اچ در محلول بسیار غلیظ کار نمی کند، بنابراین، با دریافت چنین محلولی، باید کمی آب اضافه کنید.
بهتر است از حمام پلاستیکی وینیل به عنوان ظرف استفاده کنید، اما می توانید از حمام دیگری استفاده کنید.
تصویر نشان می دهد که تخته به دلیل کشش سطحی روی سطح محلول شناور می شود. این روش خوب است زیرا محصولات اچ روی سطح تخته نمی مانند، بلکه بلافاصله در کف سینی فرو می روند.

در همان ابتدای حکاکی، باید مطمئن شوید که هیچ حباب هوا در زیر تخته باقی نمانده است. در طول فرآیند اچینگ، توصیه می شود بررسی کنید که اچ به طور یکنواخت در کل سطح تخته انجام شود.
اگر ناپیوستگی وجود دارد، باید این فرآیند را با یک مسواک قدیمی یا چیزی مشابه فعال کنید. اما باید این کار را با دقت انجام دهید تا لایه تونر از بین نرود.
توجه ویژهباید به سوراخ های پدهای تماس داده شود. مکان هایی که فرآیند اچ بلافاصله شروع نشده است سبک تر هستند. در اصل، در همان ابتدای فرآیند کافی است که کل سطح و همه سوراخ ها را تاریک کنید، و سپس موفقیت یک نتیجه قطعی است.

اگر قسمت اصلی تخته در 15 دقیقه اچ شود، نباید زمان کل اچ را بیش از دو برابر یعنی بیشتر از 30 دقیقه افزایش دهید. اچ کردن بیشتر نه تنها عرض هادی ها را کاهش می دهد، بلکه ممکن است تا حدی تونر را نیز از بین ببرد.
به طور معمول، تمام سوراخ های 0.5 میلی متری در لنت ها در دو برابر زمان حک می شوند.
موتور یک خارج از مرکز کوچک را می چرخاند که باعث ایجاد لرزش در محلول می شود (اگر به طور دوره ای تخته را بلند کرده و حرکت دهید لازم نیست).
تونر را با یک سواب آغشته به استون بشویید.
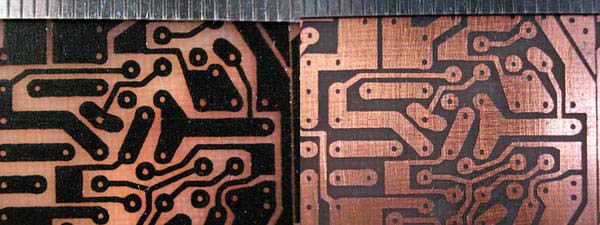
این چیزی است که اتفاق افتاده است. در سمت چپ، برد هنوز با تونر پوشیده شده است. عرض مسیر 0.4 میلی متر

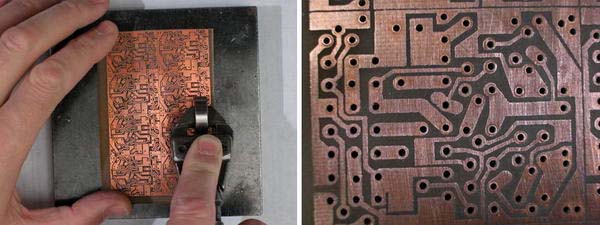
حالا می توانید فرزهایی را که در حین سوراخ کاری روی مس ایجاد شده اند جدا کنید. برای انجام این کار، ابتدا آنها را با یک یاتاقان توپی که در سنبه مناسبی ثابت شده است رول می کنیم. در این صورت بهتر است تخته را روی جامدادی قرار دهید سطح صاف... سپس با سمباده ریز، اکسید را در صورت تشکیل از سطح مس جدا کنید.
قطعه کار را قلع و قمع می کنیم، که برای آن از قبل آن را با یک لایه شار می پوشانیم.



به فروشگاه لوازم اداری رفت و از بسته بندی با برچسب های خود چسب عکس گرفت. این کاغذ خاص برای انتقال حرارتی مناسب نیست. اگر چه، اگر دیگری وجود ندارد، پس از کمی اصلاح می توانید از آن استفاده کنید.

کاغذی که ثابت شد مناسب ترین کاغذ برای انتقال حرارتی است توسط شرکت فنلاندی Campas ساخته شده است. و از آنجایی که بسته بندی های کوچک هیچ علامت شناسایی ندارند، بعید است که بدون آزمایش بتوان آن را شناسایی کرد.
LUT برعکس
نحوه ساخت PCB در خانه. یا LUT (فناوری اتو لیزری) - برعکس.
منظور ما از "LUT" انتقال حرارتی تونر از کاغذ به سطح متالیزاسیون برد مدار چاپی آینده است.
جالب ترین ویدیوهای یوتیوب
 |
 |
 |
 |
پیشگفتار
من بارها سعی کردم با استفاده از LUT یک برد مدار چاپی بسازم، اما هرگز نتوانستم به یک نتیجه قابل اعتماد و به راحتی قابل تکرار برسم. علاوه بر این، هنگام ساخت تخته، من به سوراخ های حک شده در پدهای تماسی با اندازه بیش از 0.5 میلی متر نیاز دارم. پس از آن، من از آنها هنگام سوراخ کردن استفاده می کنم تا مته 0.75 میلی متری را در مرکز قرار دهم.
این نقص به صورت جابجایی یا تغییر در عرض مسیرها و همچنین در ضخامت نابرابر تونر باقی مانده روی فویل مسی پس از برداشتن کاغذ ظاهر می شود. علاوه بر این، هنگام برداشتن کاغذ قبل از اچ کردن، تمیز کردن هر سوراخ در تونر از باقی مانده خمیر کاغذ دشوار است. در نتیجه، هنگام اچ کردن یک برد مدار چاپی، مشکلات اضافی ایجاد می شود که تنها با انجام برعکس از آنها جلوگیری می شود.
من فکر می کنم دلیل ازدواج به شرح زیر است.
کاغذ که تا دمای بالا گرم می شود، شروع به پیچ خوردن می کند. در حالی که دمای فایبرگلاس با روکش فویل همیشه کمی کمتر است. تونر تا حدی به فویل میچسبد، اما روی کاغذ ذوب میشود. هنگامی که تاب خورده است، کاغذ جابجا می شود و شکل اصلی هادی ها را تغییر می دهد.
LUT برعکس است.
در همان ابتدا، می خواهم به شما هشدار دهم که این فناوری بدون اشکال نیست.
اول اینکه هیچ کاغذ انتقال حرارتی خاصی وجود ندارد که به جای آن پیشنهاد می کنم کاغذ مناسبی را برای برچسب های خود چسب انتخاب کنید. متأسفانه، همه کاغذها کار نمی کنند. یکی را با برچسب های متراکم تر و پشتی که سطح خوب و یکدستی دارد انتخاب کنید.
عیب دوم این است که اندازه PCB توسط اندازه کفی محدود می شود. علاوه بر این، هر آهنی نمی تواند فایبرگلاس روکش شده با فویل را به اندازه کافی گرم کند، بنابراین بهتر است حجیم ترین آنها را انتخاب کنید.
با این حال، با تمام این معایب، فناوری شرح داده شده در زیر به من اجازه داد تا در تولید در مقیاس کوچک، نتیجه ای پایدار و به راحتی قابل تکرار داشته باشم.
ماهیت تغییر در روند سنتی این است که پیشنهاد می شود کاغذ را نه با تونر، بلکه خود فایبر گلاس روکش شده با فویل را گرم کنید.
مزیت اصلی این است که با این روش کنترل دما در منطقه ذوب تونر آسان است. علاوه بر این، غلتک لاستیکی به شما امکان می دهد فشار را به طور مساوی توزیع کنید و از خرد شدن تونر جلوگیری کنید (من همیشه در مورد فایبرگلاس با روکش فویل می نویسم، زیرا مواد دیگر را آزمایش نکرده ام).
این فناوری به همان اندازه برای فایبرگلاس های روکش شده با فویل با ضخامت های مختلف مناسب است، اما بهتر است از ماده ای استفاده شود که ضخامت آن بیشتر از یک میلی متر نباشد، زیرا برش آن با قیچی آسان است.
بنابراین، ما یک تکه، بیشترین چیزی که نیست، فایبرگلاس فویل فرسوده را می گیریم و آن را با کاغذ سنباده پردازش می کنیم. شما نباید از پوست بسیار بزرگ استفاده کنید، زیرا ممکن است مسیرهای آینده آسیب ببینند. با این حال، اگر یک تکه فایبرگلاس جدید دارید، نیازی به سمباده زدن ندارید. سطح مسی باید در هر صورت کاملا تمیز و چربی زدایی شود.

ساخت شابلون انتقال حرارتی. برای این کار، تکه لازم را از ورق کاغذ برای برچسب ها جدا می کنیم و خود برچسب ها را از پشتی جدا می کنیم. برای جلوگیری از گیرکردن آستر در مکانیزم چاپگر، باید یک تکه برچسب در ابتدای برگه گذاشته شود.
نواحی پشتی را با دستان خود لمس نکنید که بعداً تونر اعمال می شود.

اگر ضخامت فایبرگلاس روکش فویل یک میلی متر یا کمتر باشد، فاصله بین لبه های تخته های جداگانه را می توان 0.2 میلی متر انتخاب کرد، اگر بزرگتر است و می خواهید قطعه کار را با اره برقی برش دهید، 1.5- 2.0 میلی متر، بسته به ضخامت تیغه و تحمل پردازش.

من از لایه تونر پیش فرض در درایور چاپگر استفاده می کنم، اما "B&W Halftones:" باید روی "Solid" تنظیم شود. به عبارت دیگر، شما باید از ظاهر شطرنجی جلوگیری کنید. ممکن است آن را روی شابلون نبینید، اما می تواند بر ضخامت تونر تأثیر بگذارد.

شابلون را با گیره کاغذ روی یک تکه فایبرگلاس فویل ثابت می کنیم. یک گیره دیگر به لبه آزاد شابلون وصل می کنیم تا با اتو تماس پیدا نکند.

نقطه ذوب تونرهای برندهای مختلف تقریباً 160-180 درجه سانتیگراد است. بنابراین دمای اتو باید 10-20 درجه سانتیگراد کمی بالاتر باشد. اگر اتوی شما تا دمای 180 درجه سانتیگراد گرم نمی شود، باید آن را دوباره تنظیم کنید.

قبل از گرم کردن، کف اتو باید کاملاً از چربی و سایر آلودگی ها تمیز شود!
اتو را با دمای 180-190 درجه حرارت می دهیم و مطابق شکل روی فویل فایبرگلاس محکم فشار می دهیم. اگر اتو در جای دیگری قرار گیرد، تخته ممکن است بیش از حد نابرابر گرم شود، زیرا اتو معمولاً 20 تا 30 درجه سانتیگراد بیشتر در قسمت پهن تر گرم می شود. دو دقیقه می ایستیم.

پس از آن، اتو را بردارید و با یک حرکت، شابلون را با استفاده از یک غلتک لاستیکی برای رول کردن عکس ها روی فایبرگلاس روکش شده با فویل بغلتانید.
اگر در حین چرخاندن تونر له شود، یعنی مسیرها به طرفین حرکت کنند یا شکل خود را تغییر دهند، باید مقدار تونر در درایور چاپگر کاهش یابد.
می خواهید مرکز غلتک همیشه در امتداد مرکز تخته حرکت کند. دسته غلتک باید به گونه ای نگه داشته شود که از ظاهر بردار نیرویی که "در اطراف" دستگیره است جلوگیری شود.

چندین بار دیگر شابلون را به شدت می پیچیم و "ساندویچ" حاصل را با چیزی سنگین فشار می دهیم ، زیرا قبلاً روزنامه را چندین بار تا شده قرار داده ایم تا وزن به طور مساوی توزیع شود.
شابلون باید هر بار در یک جهت رول شود. غلتک از نقطه اتصال شابلون شروع به حرکت می کند.

بعد از حدود ده دقیقه می توانید پرس را بردارید و شابلون را بردارید. این چیزی است که اتفاق افتاده است.

قسمت اضافی قطعه کار را می توان قطع کرد و دفعه بعد از آن استفاده کرد.

حالا باید به هر شکلی چیزی را به پشت تخته بچسبانید که بعداً می توانید این تخته را در حین اچ نگه دارید. (من از چسب حرارتی استفاده می کنم.)

ما تخته را در محلول کلرید آهن مسموم می کنیم.
چگونه محلول را تهیه کنیم؟
اگر قوطی کلرید آهن کم فشار باشد، به احتمال زیاد در حال حاضر یک محلول فوق غلیظ وجود دارد. می توان آن را در ظرف اچینگ ریخت و کمی آب به آن اضافه کرد.
اگر کلرید آهن هنوز با آب پوشانده نشده است، می توانید خودتان این کار را انجام دهید. احتمالاً می توانید خود کریستال ها را از شیشه تهیه کنید، اما از نقره خانواده برای این کار استفاده نکنید.
به خاطر داشته باشید که فرآیند اچ در محلول بسیار غلیظ کار نمی کند، بنابراین، با دریافت چنین محلولی، باید کمی آب اضافه کنید.
بهتر است از حمام پلاستیکی وینیل به عنوان ظرف استفاده کنید، اما می توانید از حمام دیگری استفاده کنید.
تصویر نشان می دهد که تخته به دلیل کشش سطحی روی سطح محلول شناور می شود. این روش خوب است زیرا محصولات اچ روی سطح تخته نمی مانند، بلکه بلافاصله در کف سینی فرو می روند.

در همان ابتدای حکاکی، باید مطمئن شوید که هیچ حباب هوا در زیر تخته باقی نمانده است. در طول فرآیند اچینگ، توصیه می شود بررسی کنید که اچ به طور یکنواخت در کل سطح تخته انجام شود.
اگر ناپیوستگی وجود دارد، باید این فرآیند را با یک مسواک قدیمی یا چیزی مشابه فعال کنید. اما باید این کار را با دقت انجام دهید تا لایه تونر از بین نرود.
به سوراخ های پدها توجه ویژه ای داشته باشید. مکان هایی که فرآیند اچ بلافاصله شروع نشده است سبک تر هستند. در اصل، در همان ابتدای فرآیند کافی است که کل سطح و همه سوراخ ها را تاریک کنید، و سپس موفقیت یک نتیجه قطعی است.
در مکان هایی که مس کاملاً حکاکی شده است، ورقه ورقه الیاف شیشه شروع به درخشش می کند.

اگر قسمت اصلی تخته در 15 دقیقه اچ شود، نباید زمان کل اچ را بیش از دو برابر یعنی بیشتر از 30 دقیقه افزایش دهید. اچ کردن بیشتر نه تنها عرض هادی ها را کاهش می دهد، بلکه ممکن است تا حدی تونر را نیز از بین ببرد.
به طور معمول، تمام سوراخ های 0.5 میلی متری در لنت ها در دو برابر زمان حک می شوند.
موتور یک خارج از مرکز کوچک را می چرخاند که باعث ایجاد لرزش در محلول می شود (اگر به طور دوره ای تخته را بلند کرده و حرکت دهید لازم نیست).
تونر را با یک سواب آغشته به استون بشویید.
این چیزی است که اتفاق افتاده است. در سمت چپ، برد هنوز با تونر پوشیده شده است. عرض مسیر 0.4 میلی متر

ما سوراخ ها را سوراخ می کنیم و فراموش نمی کنیم که به طور دوره ای مته را تیز کنیم.

حالا می توانید فرزهایی را که در حین سوراخ کاری روی مس ایجاد شده اند جدا کنید. برای انجام این کار، ابتدا آنها را با یک یاتاقان توپی که در سنبه مناسبی ثابت شده است رول می کنیم. در این صورت بهتر است تخته را روی یک سطح صاف و محکم قرار دهید. سپس با سمباده ریز، اکسید را در صورت تشکیل از سطح مس جدا کنید.

قطعه کار را قلع و قمع می کنیم، که برای آن از قبل آن را با یک لایه شار می پوشانیم.

قطعه کار را به تخته های جداگانه برش می دهیم.


به درخواست کارگران به یک فروشگاه لوازم التحریر رفتم و از بسته بندی با برچسب های خود چسب عکس گرفتم. این کاغذ خاص برای انتقال حرارتی مناسب نیست. اگر چه، اگر دیگری وجود ندارد، پس از کمی اصلاح می توانید از آن استفاده کنید. جزئیات بیشتر - در مقاله بعدی در مورد LUT.


در سمت چپ قسمت جلوی بسته و در سمت راست به ترتیب پشت بسته قرار دارد. در قسمت پشتی گزینه هایی برای قرار دادن برچسب های خود چسب بر روی ورق A4 کشیده شده است. اعداد بزرگ تعداد برچسب هایی با اندازه یکسان هستند که روی یک برگه A4 قرار می گیرند.
تمام کلمات بالا در مورد بسته بندی ارتباط مستقیمی با کاغذی که انتخاب کرده ام ندارد. همانطور که مشخص شد، فروشندگان از این بسته بندی برای نگهداری انواع بسیار متفاوت کاغذ استفاده می کنند.
وقتی کاغذهای مختلفی را در فروشگاه های مختلف خریدم که آنها از یک بسته دریافت کردند، سوء ظن به وجود آمد. فروشندگان چیزی در مورد سازنده ای گفتند که کیفیت کاغذ را مانند دستکش تغییر می دهد. اما امروز با صاحب یک عمده فروشی کوچک صحبت کردم و او به من گفت که معلوم می شود فروشندگان به سادگی از بسته بندی به عنوان ظرف کاغذ استفاده می کنند که در ابتدا بسته بندی ندارد. در عوض، بسته بندی وجود دارد، اما فقط یک فیلم شفاف نازک است.
بنابراین، کاغذی که برای انتقال حرارتی راحتتر بود، توسط شرکت فنلاندی Campas ساخته شد. و از آنجایی که بسته بندی های کوچک هیچ علامت شناسایی ندارند، بعید است که بدون آزمایش بتوان آن را شناسایی کرد.
فناوری اتو لیزری (به اختصار LUT) یک روش ساده و رایج برای طراحی و ساخت است. برد مدار چاپیدر خانه. این روش هم برای آماتورهای رادیویی تازه کار مقرون به صرفه و هم سودمند است صنعتگران با تجربهکسب و کار آنها از مزایای این روش می توان به پایین بودن هزینه مواد، در دسترس بودن و سهولت انجام آن توسط خودتان اشاره کرد.
تولید شابلون PCB
ابتدا باید مسیرها را در برنامه های مخصوص مسیریابی و رسم تابلوها مسیریابی کنید. برنامه های زیادی برای این منظور وجود دارد مانند Sprint Layout، Pcad، Eagle و Deep Trace. پس از مسیریابی مسیرهای روی برد، باید مدار را چاپ کنید، حتماً ذخیره تونر را خاموش کنید.
در برخی موارد، لازم است یک تصویر آینه ای چاپ شود تا پین های روی برد با پین اوت قطعات، به عنوان مثال، ریز مدارهای smd مطابقت داشته باشند. برای راحتی، شما باید یک طرح کلی از تخته ایجاد کنید، به طوری که پس از اچ کردن، پردازش لبه های تخته آسان تر است و ظاهر زیبایی به آنها می بخشد. سپس باید لایههای غیرضروری برای اچ کردن را بردارید یا در تنظیمات دو لایه برای آهنگها و سیلکاسکرین قرار دهید. برای اطمینان، چندین نمونه را می توان برای تلاش های ناموفق ممکن چاپ کرد. برای چاپ می توانید از هر کاغذ با روکش براق استفاده کنید.
یک ویدیوی دقیق در مورد ساخت یک برد مدار چاپی با دستان خود (تکنولوژی LUT) تماشا کنید
انتقال نقاشی به تخته
سپس به آهن، کاغذ سنباده، چوبی نیاز دارید تخته برشو حمام با آب صابون تهیه یک قطعه PCB یا getinax مناسب برای برد و همچنین سنباده دانه متوسط ضروری است. در مرحله بعد، باید گرد و غبار و خاک را با دقت حذف کنید، یک قطعه را با اثر تخته وصل کنید تا نقاشی در وسط قطعه کار باشد. سپس محکم بپیچید، بپوشید تخته چوبی، یک اتو داغ روی آن قرار دهید. دمای پخت تونر حدود 100-180 درجه است. بنابراین، دمای آهن در ابتدا باید به صورت آزمایشی و همچنین مدت زمان قرار گرفتن در معرض قطعه کار تنظیم شود.
همچنین بخوانید: سوراخ کننده به عنوان جایگزینی برای میکسر در حین مخلوط کردن محلول و سایر ترکیبات
پس از این فرآیند، تخته را باید در یک حمام آب غوطه ور کنید و به آن نوعی محلول صابون یا مواد شوینده ظرف اضافه کنید. باید صبر کنید تا کاغذ خاموش شود، 10 دقیقه کافی است. پس از آن، با دقت لازم است که آن را پاره کنید. اگر نواحی چاپ ضعیفی وجود دارد، می توانید آن را با یک نشانگر مقاوم در برابر آب تصحیح کنید.
تخته اچینگ
راه حل های زیادی برای اچ کردن تخته ها وجود دارد اما در این مقاله از محلول پراکسید هیدروژن با اسید سیتریک برای اچینگ استفاده شده است. شما باید تخته را در محلول فرو کنید و به واکنش اچ نگاه کنید، گاهی اوقات واکنش آنقدر سریع و شدید است که در پایان فرآیند می توانید گرما را از تخته احساس کنید. پس از اچ کردن برد، می توانید نتیجه را مشاهده کنید - مکان هایی که با تونر پوشانده نشده بودند از لایه مس محروم شدند، فقط آهنگ ها و نمادها باقی ماندند که زیر لایه تونر قرار داشتند. در مرحله بعد، به حلال 646 و یک پارچه، مانند پارچه یکبار مصرف یا پارچه گرد و غبار نیاز دارید. یک پارچه را به آرامی با حلال مرطوب کنید و تونر را از سطح قطعه کار پاک کنید.

قلع کاری قطعه کار
گام بعدی در این فرآیند، قلع و قمع کردن آهنگ ها است. برای این قطعه کار از آلیاژ رز استفاده شده است که برخلاف آلیاژ وود کادمیوم ندارد و در نتیجه آنقدر سمی نیست. مزیت این روش قلعکشی نسبت به سایرین آراستگی و آراستگی است زیبا و دل انگیزمحصولات از آنجایی که آلیاژ رز در دمای +94 درجه ذوب می شود، از گلیسیرین مایع برای افزایش نقطه جوش استفاده می شود که می توان آن را در هر داروخانه ای با یک پنی خریداری کرد. همچنین باید یک قاشق چایخوری اضافه کنید اسید سیتریک- به عنوان نوعی شار عمل می کند. دو تا دیگه طول میکشه چوب های چوبی، کسانی که با غذاهای چینی سرو می شوند این کار را انجام می دهند. یک تامپون مخصوص در انتهای یک چوب قرار می گیرد. مواد بافت... خرید نیز توصیه می شود کاردک لاستیکی اندازه کوچکبه عنوان مثال، از یک فروشگاه خودرو.
همچنین بخوانید: چگونه میکسر بتن مناسب را انتخاب کنیم؟
 بنابراین، شما باید مقداری آب را در یک فنجان فلزی بریزید، به طوری که به اندازه کافی کل تخته را بپوشاند، به اضافه 3-4 سانتی متر آب در بالا، حدود یک قاشق چای خوری گلیسیرین اضافه کنید، گاهی اوقات ممکن است بیشتر مورد نیاز باشد - این باید باشد. به صورت تجربی ایجاد شده است. سپس اسید سیتریک را اضافه کنید، سپس تخته را بفرستید. در مرحله بعد، باید منتظر بمانید تا محلول بجوشد، سپس، قطعه کار را با یک چوب با لبه سخت نگه دارید، یک گرانول از آلیاژ رز را در آنجا اضافه کنید.
بنابراین، شما باید مقداری آب را در یک فنجان فلزی بریزید، به طوری که به اندازه کافی کل تخته را بپوشاند، به اضافه 3-4 سانتی متر آب در بالا، حدود یک قاشق چای خوری گلیسیرین اضافه کنید، گاهی اوقات ممکن است بیشتر مورد نیاز باشد - این باید باشد. به صورت تجربی ایجاد شده است. سپس اسید سیتریک را اضافه کنید، سپس تخته را بفرستید. در مرحله بعد، باید منتظر بمانید تا محلول بجوشد، سپس، قطعه کار را با یک چوب با لبه سخت نگه دارید، یک گرانول از آلیاژ رز را در آنجا اضافه کنید.
پس از مایع شدن آلیاژ به صورت قطره ای سبک مانند جیوه باید این قطره را با یک سواب با نوک نرم روی سطح تخته بدون حرکت ناگهانی حرکت دهید. مهم است که اطمینان حاصل شود که آلیاژ تمام قسمت های قطعه کار آماده شده برای قلع کاری را پوشش می دهد. می توان آن را بیرون آورد و به صورت بصری بررسی کرد، برای عدم ریختن مناطق جداگانه. در صورت لزوم، این روش را با ریختن یک گرانول آلیاژی دیگر تکرار کنید. پس از قلعکش کردن تخته، یک کاردک لاستیکی بیرون بیاورید و با نگه داشتن تخته، فلز اضافی روی سطح قطعه را مستقیماً در آب جوش با کشیدن کاردک روی آن جدا کنید. بقایای آلیاژ رز را می توان در یک قطره بزرگ در همان آب جوش جمع آوری کرد و دفعه بعد استفاده کرد. قطعه کار باید با آب جاری شسته و خشک شود.
همچنین بخوانید: چگونه پانچر مناسب را انتخاب کنیم؟ دستگاه و انواع پانچر
پردازش مکانیکی تخته
 مرحله نهایی در فرآیند ماشینکاری تخته است. لازم است سوراخ ها را با مته یا دستگاه حفاری مخصوص سوراخ کنید. حفاری با مته معمولی توصیه نمی شود - خروجی چاک و وزن مته برای چنین کارهای ظریفی بسیار زیاد است. شکستن یک مته، به عنوان مثال، داشتن قطر 0.7 میلی متر در اولین سوراخ بسیار مملو است. سپس ناهمواری تخته را روی سنگ سنباده یا سوهان با صورت صاف یا روی کاغذ سنباده روی سطح صاف پردازش کنید. نتیجه یک تخته زیبا و منظم است که برای نصب قطعات روی آن کاملاً آماده است.
مرحله نهایی در فرآیند ماشینکاری تخته است. لازم است سوراخ ها را با مته یا دستگاه حفاری مخصوص سوراخ کنید. حفاری با مته معمولی توصیه نمی شود - خروجی چاک و وزن مته برای چنین کارهای ظریفی بسیار زیاد است. شکستن یک مته، به عنوان مثال، داشتن قطر 0.7 میلی متر در اولین سوراخ بسیار مملو است. سپس ناهمواری تخته را روی سنگ سنباده یا سوهان با صورت صاف یا روی کاغذ سنباده روی سطح صاف پردازش کنید. نتیجه یک تخته زیبا و منظم است که برای نصب قطعات روی آن کاملاً آماده است.

شیر آبگرمکن برقی فوری: اصل کارکرد، مزایا و معایب ...
هنگامی که یک چاپگر لیزری در دسترس است، آماتورهای رادیویی از فناوری برای تولید بردهای مدار چاپی به نام LUT استفاده می کنند. با این حال، چنین دستگاهی در هر خانه ای موجود نیست، زیرا حتی در زمان ما بسیار گران است. همچنین یک فناوری ساخت با استفاده از یک فیلم مقاوم در برابر نور وجود دارد. با این حال، برای کار با آن، به یک چاپگر نیز نیاز دارید، اما این بار یک جوهر افشان. این در حال حاضر آسان تر است، اما خود فیلم بسیار گران است، و در ابتدا برای یک آماتور رادیویی تازه کار بهتر است بودجه موجود را برای یک ایستگاه لحیم کاری خوب و سایر لوازم جانبی خرج کند.
آیا ساخت PCB با کیفیت قابل قبول در منزل بدون چاپگر امکان پذیر است؟ آره. می توان. علاوه بر این، اگر همه چیز همانطور که در مطالب توضیح داده شده انجام شود، هزینه و زمان بسیار کمی می برد و کیفیت بسیار بالایی خواهد داشت. سطح بالا... در هر صورت، جریان الکتریکی در امتداد چنین مسیرهایی با لذت بسیار "اجرا خواهد کرد".
لیست ابزار و مواد مصرفی مورد نیاز
ارزش دارد که با تهیه ابزار، وسایل و مواد مصرفی شروع کنید، که بدون آن به سادگی نمی توانید انجام دهید. برای اجرای بیشتر راه بودجهبرای ساخت بردهای مدار چاپی در منزل به موارد زیر نیاز دارید:- نرم افزار طراحی.
- روکش پلاستیکی شفاف.
- نوار باریک.
- نشانگر.
- فایبرگلاس فویل.
- سمباده.
- الکل.
- یک مسواک غیر ضروری
- ابزاری برای حفاری سوراخ با قطر 0.7 تا 1.2 میلی متر.
- کلرید آهن.
- ظرف پلاستیکی برای ترشی.
- قلم مو برای نقاشی با رنگ.
- آهن لحیم کاری.
- لحیم کاری.
- شار مایع.
نرم افزار طراحی PCB امروزه وجود دارد مقدار زیادی، اما برای یک آماتور رادیویی مبتدی بیشتر است گزینه ساده Sprint Layout خواهد بود. تسلط بر رابط آسان است، می توانید از آن به صورت رایگان استفاده کنید، یک کتابخانه عظیم وجود دارد که شامل اجزای رادیویی رایج است.
برای انتقال تصویر از مانیتور به پلی اتیلن نیاز است. بهتر است از یک فیلم سخت تری مثلا از روی جلد کتاب های مدرسه قدیمی استفاده کنید. هر نواری برای چسباندن آن به مانیتور مناسب است. بهتر است یک باریک بگیرید - کندن آن راحت تر خواهد بود (این روش به مانیتور آسیب نمی رساند).
ارزش آن را دارد که در مورد نشانگرها با جزئیات بیشتری صحبت کنیم، زیرا این یک موضوع دردناک است. برای انتقال نقاشی به پلی اتیلن، در اصل، هر گزینه مناسب است. اما برای طراحی روی فایبرگلاس با روکش فویل، به یک نشانگر مخصوص نیاز است. اما یک ترفند کوچک وجود دارد که چگونه می توان در پول خود صرفه جویی کرد و نشانگرهای "ویژه" گران قیمت را برای ترسیم بردهای مدار چاپی نخرید. واقعیت این است که این محصولات از نظر خواص کاملاً با نشانگرهای دائمی معمولی که 5-6 برابر ارزان تر در هر فروشگاه لوازم التحریر فروخته می شوند ، تفاوتی ندارند. اما نشانگر باید لزوماً دارای کتیبه "دائمی" باشد. در غیر این صورت، هیچ چیز کار نخواهد کرد.

شما می توانید هر فایبرگلاس فویلی را بردارید. اگر ضخیم تر باشد بهتر است. کار با چنین موادی برای مبتدیان بسیار ساده تر است. برای تمیز کردن آن به کاغذ سنباده با اندازه دانه حدود 1000 واحد و همچنین الکل (موجود در هر داروخانه) نیاز دارید. آخرین ماده مصرفی را می توان با مایع مخلوط کننده لاک ناخن جایگزین کرد، که در هر خانه ای که یک زن زندگی می کند یافت می شود. با این حال، این محصول بوی نسبتاً منزجر کننده ای دارد و مدت زیادی طول می کشد تا ناپدید شود.
برای سوراخ کاری تخته بهتر است مینی دریل یا حکاکی مخصوص داشته باشید. با این حال، می توانید از راه ارزان تری استفاده کنید. کافی است یک کولت یا چاک بادامک برای مته های کوچک بخرید و آن را با یک مته معمولی خانگی تطبیق دهید.
کلرید آهن را می توان با سایرین جایگزین کرد وسایل شیمیایی، از جمله مواردی که احتمالاً قبلاً در خانه خود دارید. به عنوان مثال، محلول اسید سیتریک در پراکسید هیدروژن مناسب است. اطلاعاتی در مورد نحوه تهیه ترکیبات جایگزین کلرید آهن برای تخته های اچینگ بدون هیچ مشکلی در وب یافت می شود. تنها چیزی که ارزش توجه دارد یک ظرف برای چنین شیمی است - باید پلاستیکی، اکریلیک، شیشه ای باشد، اما فلزی نباشد.
نیازی به صحبت بیشتر در مورد آهن لحیم کاری، لحیم کاری و شار مایع نیست. اگر یک رادیو آماتور به موضوع ساخت برد مدار چاپی رسیده باشد، احتمالاً از قبل با این موارد آشنا است.
توسعه و انتقال نقاشی تابلو به الگو
هنگامی که تمام ابزارهای فوق، وسایل و مواد مصرفیآماده، شما می توانید در توسعه هیئت مدیره. اگر دستگاه در حال ساخت منحصر به فرد نباشد، دانلود پروژه آن از وب بسیار آسان تر خواهد بود. حتی یک عکس JPEG معمولی هم جواب می دهد.
اگر می خواهید به راه پیچیده تر بروید - خودتان تخته را بکشید. این گزینه اغلب اجتناب ناپذیر است، برای مثال، در شرایطی که دقیقاً همان قطعات رادیویی مورد نیاز برای مونتاژ برد اصلی را ندارید. بر این اساس، با جایگزینی اجزا با آنالوگ ها، باید فضایی را برای آنها روی فایبرگلاس اختصاص دهید، سوراخ ها و مسیرها را تنظیم کنید. اگر پروژه منحصر به فرد باشد، باید تخته را از ابتدا توسعه داد. برای این کار نرم افزار فوق مورد نیاز است.
وقتی چیدمان برد آماده شد، تنها چیزی که باقی می ماند انتقال آن به یک الگوی شفاف است. پلی اتیلن مستقیماً روی مانیتور با نوار چسب ثابت می شود. بعد، ما به سادگی نقاشی موجود را ترجمه می کنیم - آهنگ ها، وصله های تماس، و غیره. برای این اهداف، بهتر است از همان نشانگر دائمی استفاده کنید. ساییده نمی شود، لکه نمی شود و به وضوح قابل مشاهده است.
تهیه فویل فایبرگلاس
مرحله بعدی تهیه فایبرگلاس است. ابتدا باید آن را به اندازه تخته آینده برش دهید. بهتر است این کار را با حاشیه کمی انجام دهید. می توانید از یکی از چندین روش برای برش فایبرگلاس با روکش فویل استفاده کنید.در مرحله اول، مواد کاملاً با یک اره برقی برای فلز بریده می شوند. در مرحله دوم، اگر یک حکاکی با چرخ های برش دار دارید، استفاده از آن راحت خواهد بود. ثالثاً، فایبرگلاس را می توان با یک چاقوی اداری برش داد. اصل برش مانند هنگام کار با برش شیشه است - یک خط برش در چندین پاس اعمال می شود، سپس مواد به سادگی جدا می شود.


اکنون تمیز کردن لایه مسی فایبرگلاس ضروری است پوشش محافظو اکسید راه بهترنسبت به پردازش سمباده، برای حل این مشکل شماره اندازه دانه از 1000 تا 1500 واحد گرفته شده است. هدف بدست آوردن سطحی تمیز و براق است. ارزش تمیز کردن لایه مس را به روکش آینه ای ندارد، زیرا خراش های کوچک از کاغذ سنباده باعث افزایش چسبندگی سطح می شود که بیشتر مورد نیاز خواهد بود.
در پایان، فقط می ماند که فویل را از گرد و غبار و آثار انگشتان خود تمیز کنید. برای این کار از الکل یا استون (پاک کننده لاک ناخن) استفاده می شود. پس از پردازش، سطح مس را با دست لمس نکنید. برای دستکاری های بعدی، فایبرگلاس را روی لبه می گیریم.
ترکیبی از قالب و فایبرگلاس

اکنون وظیفه ما ترکیب الگوی به دست آمده روی پلی اتیلن با ورقه ورقه الیاف شیشه ای آماده شده است. برای این، فیلم اعمال می شود جای مناسبو قرار گرفته است. بقایای آن در سمت عقب پیچیده شده و با همان نوار چسب بسته می شوند.


حفاری سوراخ
توصیه می شود قبل از سوراخ کاری، لمینت الیاف شیشه را با یک شابلون روی سطح به نحوی ثابت کنید. این به دقت بیشتر اجازه می دهد و همچنین چرخش ناگهانی مواد را در حین مته از بین می برد. اگر تو داری دستگاه حفاریبرای چنین کاری، مشکل توصیف شده به هیچ وجه ایجاد نخواهد شد.
می توانید با هر سرعتی روی فایبرگلاس سوراخ کنید. کسی با سرعت کم کار می کند، کسی با سرعت بالا. تجربه نشان داده است که خود متهها زمانی که در سرعتهای پایین کار میکنند، دوام بیشتری دارند. این باعث میشود که شکستن، خم شدن و آسیب دیدن آنها سختتر شود.
سوراخ ها مستقیماً از طریق پلی اتیلن سوراخ می شوند. وصله های تماس آینده ترسیم شده بر روی الگو به عنوان نقطه عطف عمل خواهند کرد. اگر پروژه به آن نیاز داشته باشد، بلافاصله مته ها را برای قطر مورد نیاز تغییر می دهیم.
ترسیم آهنگ
سپس الگو حذف می شود، اما دور ریخته نمی شود. ما همچنان سعی می کنیم با دست به پوشش مسی دست نزنیم. برای ترسیم آهنگها، از نشانگر استفاده میکنیم که همیشه دائمی است. در مسیری که از خود می گذارد به وضوح دیده می شود. بهتر است در یک پاس بکشید، زیرا پس از سفت شدن لاک موجود در نشانگر دائمی، ویرایش بسیار دشوار خواهد بود.
ما از همان قالب پلی اتیلن به عنوان راهنما استفاده می کنیم. همچنین می توانید با مراجعه به طرح اصلی، جایی که علامت ها و یادداشت های دیگر وجود دارد، جلوی رایانه بکشید. در صورت امکان، بهتر است از چندین نشانگر با ضخامت نوک های مختلف استفاده کنید. این امکان ارائه بهتر مسیرهای باریک و چند ضلعی های بزرگ را فراهم می کند.


پس از اعمال تصویر، حتما مدتی را که برای سفت شدن نهایی لاک لازم است صبر کنید. حتی می توانید آن را با سشوار خشک کنید. کیفیت آهنگ های آینده به این بستگی دارد.

حکاکی و تمیز کردن مسیرها از نشانگر
اکنون بخش سرگرم کننده، حکاکی روی تخته است. چندین تفاوت ظریف وجود دارد که افراد کمی به آنها اشاره می کنند، اما به طور قابل توجهی بر کیفیت نتیجه تأثیر می گذارند. اول از همه، ما محلولی از کلرید آهن را طبق توصیه های روی بسته تهیه می کنیم. معمولاً پودر با آب به نسبت 1: 3 رقیق می شود. و این اولین توصیه است. محلول را اشباع تر کنید. این به سرعت بخشیدن به روند کمک می کند و مسیرهای نقاشی شده قبل از اینکه همه چیز حکاکی شود از بین نمی روند.
توصیه فوری دوم است. توصیه می شود حمام را با محلول در آن غوطه ور کنید آب گرم... می توانید آن را در یک ظرف فلزی گرم کنید. افزایش دما، همانطور که از آن زمان شناخته شده است برنامه آموزشی مدرسه، سرعت قابل توجهی را افزایش می دهد واکنش شیمیایی، که اچ تخته ماست. کاهش زمان عمل به نفع ماست. خطوط مشخص شده با نشانگر کاملاً ناپایدار هستند و هر چه کمتر در مایع ترش کنند، بهتر است. اگر در دمای اتاق تخته در کلرید آهن حدود یک ساعت حک شود، سپس در آب گرماین روند به 10 دقیقه کاهش می یابد.
در پایان، یک نکته دیگر. در طول فرآیند اچ کردن، اگرچه قبلاً با حرارت دادن تسریع شده است، توصیه می شود به طور مداوم تخته را حرکت دهید و همچنین محصولات واکنش را با یک برس رنگ پاک کنید. با ترکیب تمام دستکاری های فوق، می توان مس اضافی را فقط در 5-7 دقیقه حکاکی کرد، که فقط یک نتیجه عالی برای این فناوری است.

در پایان روش، تخته باید کاملاً زیر آب جاری شسته شود. سپس آن را خشک می کنیم. تنها چیزی که باقی میماند این است که نشانههایی را که هنوز راهها و نقاط ما را میپوشانند پاک کنیم. این کار با همان الکل یا استون انجام می شود.

قلع کاری برد مدار چاپی
قبل از قلع کاری، حتما یک بار دیگر لایه مسی را با سمباده رد کنید. اما اکنون ما این کار را با دقت انجام می دهیم تا به مسیرها آسیب نرسانیم. ساده ترین و راه مقرون به صرفهقلع کاری - سنتی، با استفاده از آهن لحیم کاری، شار و لحیم کاری. از آلیاژهای گل رز یا چوب نیز می توان استفاده کرد. همچنین یک قلع به اصطلاح مایع در بازار وجود دارد که می تواند کار را تا حد زیادی ساده کند.اما تمام این فناوری های جدید نیاز به هزینه های اضافی و مقداری تجربه دارند، بنابراین روش قلع زنی کلاسیک نیز برای اولین بار مناسب است. یک شار مایع به مسیرهای تمیز شده اعمال می شود. سپس، لحیم کاری روی نوک آهن لحیم کاری جمع آوری شده و روی مس باقی مانده پس از اچ کردن توزیع می شود. در اینجا مهم است که آهنگ ها را گرم کنید، در غیر این صورت ممکن است لحیم کاری "نچسب" باشد.

اگر هنوز آلیاژهای گل رز یا چوب دارید، میتوان از آنها بر اساس فناوری استفاده کرد. آنها فقط با یک آهن لحیم کاری به طور قابل توجهی ذوب می شوند، به راحتی در امتداد مسیرها توزیع می شوند، در توده ها گم نمی شوند، که تنها یک امتیاز مثبت برای یک آماتور رادیویی تازه کار خواهد بود.
نتیجه
همانطور که از موارد بالا می بینید، فناوری بودجه برای ساخت بردهای مدار چاپی در خانه واقعا مقرون به صرفه و ارزان است. بدون چاپگر، بدون آهن، هیچ فیلم مقاوم در برابر نور گران قیمت مورد نیاز نیست. با استفاده از تمام نکات فوق، می توانید به راحتی و بدون سرمایه گذاری روی آن، ساده ترین الکترونیک را بسازید. پول گنده، که در مراحل اولیه رادیو آماتوریسم بسیار مهم است.
عمل طراحی و نصب، که مستقیماً با الکترونیک مرتبط است، نمی تواند بدون بخش اصلی - برد مدار چاپی انجام شود. البته توسعه اولیه نوعی دستگاه الکترونیکی با کمک نصب سطحی مجاز است. با این حال، اگر ما در مورد یک برد جدی صحبت می کنیم، هنوز باید یک برد مدار چاپی کامل انجام شود دستگاه الکترونیکی... دو گزینه وجود دارد: سفارش تولید یک برد مدار چاپی در سرویس یا ساخت یک برد مدار چاپی با دستان خود به طور مستقیم در خانه. گزینه اول نیاز به سرمایه گذاری مالی قوی و دو تا سه هفته انتظار دارد. مورد دوم به چیزی جز میل شخصی نیاز ندارد، یک تکه پارچه روکش شده با فویل و مقدار کمی کلرید آهن.
ورقهی تکستولیت، در یک یا هر دو طرف با لایهای نازک از مس، بهطور سنتی برای ساخت بردهای مدار چاپی استفاده میشود.
معمولاً یک پایه سفت و سخت با سیم کشی مدارهای الکترونیکی برای لحیم کاری قطعات الکترونیکی اولویت های یک منطقه تولید تخصصی است.
با این حال، طراحی لوازم الکترونیکی برای نیازهای شخصی و در نسخه های کوچک زمانی منطقی تر به نظر می رسد که فناوری تولید "مهر" در زندگی روزمره در دسترس باشد.
به دست آوردن چنین نتیجه ای از کار در خانه با استفاده از وسایل، ابزار، مواد ساده در دسترس کاملاً امکان پذیر است
اگر به تمام ظرافت های تولید تسلط داشته باشید و انبار کنید مواد لازم، تولید تخته های مدار چاپی در خانه مستثنی نیست، اگر نه در مقیاس صنعتی، پس در مقادیر کافی برای تجارت.
چندین فناوری برای ترسیم و حکاکی مسیرهای مینیاتوری روی PCB روکش شده با فویل وجود دارد. از روش طراحی ساده شروع کنید مدار الکترونیکیلاک ناخن و به دنبال آن اچ کردن شیمیایی و پایان دادن به مسیریابی خودکار لیزری و برش میکرونی.
با این حال، برای شرایط خانه، یک تکنیک خاص مورد نیاز است - موثر، اما در عین حال بودجه و نسبتاً بدون عارضه.
ساخت برد مدار چاپی در منزل
در اینجا - در یک نوع راهنمای مطالعهبا استفاده از فناوری انتقال تونر مشاهده شده است پرینتر لیزری.
این روش مدتها پیش توسعه یافته بود، اما هنوز با انبوهی از نکات و ترفندهای جدید همراه است که به لطف آنها اثربخشی فقط افزایش می یابد.
یک تکنسین الکترونیک خانگی به چه چیزهایی نیاز دارد؟
- برنامه توسعه طراحی،
- پرینتر لیزری،
- هر مجله براق،
- آهن خانگی،
- یک یا دو ظرف پلاستیکی،
- یک مسواک کوچک یا مسواک
- دستکش لاستیکی،
- کلرید آهن،
- پارچه ورقه ای.
تقریباً تمام اجزای فهرست را می توان در خانه پیدا کرد. استثناها عبارتند از: کلرید آهن و تکستولیت با فویل.
 دو ماده: کلرید آهن و تکستولیت روکش فویل که باید بخرید. هر چیز دیگری معمولاً در میان اقلام و مواد موجود است. خانواده
دو ماده: کلرید آهن و تکستولیت روکش فویل که باید بخرید. هر چیز دیگری معمولاً در میان اقلام و مواد موجود است. خانواده این دو مورد در لیست از طریق بازدید از یک فروشگاه الکترونیکی یا بازار رادیویی بسته می شوند. چنین خروجی هادر هر میانگین موجود است توافق... به عنوان آخرین راه حل، می توانید هر دو جزء را به صورت آنلاین سفارش دهید.
در همین حال، کلرید آهن به طور کامل توسط دیگران قابل جایگزینی است. شیمیایی، به دست آمده بر اساس مخلوط سولفات مس (MC) و معمولی نمک سفره(PS). این مخلوط به نسبت 1 قسمت MK به 2 قسمت PS ساخته می شود که در 0.5 لیتر آب جوش رقیق شده است.
معمولاً برای ساخت برد مدار چاپی الکترونیکی با اندازه متوسط، 4 قاشق غذاخوری MK و 2 قاشق غذاخوری PS کافی است. مخلوط پودر پر از آب جوش را کاملاً هم بزنید و بگذارید بماند.
تنها تفاوت این محلول با FeCl 3 کمی افزایش زمان اچ است. اما از طرف دیگر، مخلوط مبتنی بر سولفات مس ایمن تر از FeCl 3 است. سولفات مس(پودر) در هر فروشگاه سخت افزاری موجود است.
ایجاد طرح PCB
برای ایجاد یک طرح برای یک الگوی PP، به نظر بهینه می رسد برنامه کامپیوتری KiCad یک ابزار حرفه ای ترسیم PCB است، اما رایگان است.
نرم افزار KiCad یک عملکرد مسیریابی براش را در اختیار کاربر قرار می دهد که جداسازی جفت های دیفرانسیل را آسان می کند و به صورت تعاملی طول ردیابی را تنظیم می کند.
 پنجره کارنرم افزار KiCad یک ابزار حرفه ای چیدمان PCB است. نرم افزار به صورت رایگان توزیع می شود
پنجره کارنرم افزار KiCad یک ابزار حرفه ای چیدمان PCB است. نرم افزار به صورت رایگان توزیع می شود استفاده از ویرایشگر شماتیک بدون محدودیت. کتابخانه گسترده ای از نمادهای شماتیک موجود است. همچنین ویرایشگر نمودار داخلی به شما این امکان را می دهد که بدون مشکل زیاد بر روی پروژه ها مسلط شوید.
هر چیزی که توسط برنامه با رنگ قرمز ترسیم می شود متعلق به سطح جلویی است. خطوط رنگ زرد، یک الگو است سمت عقبتخته مدار چاپی.
تصویر ایجاد شده باید به فرمت pdf صادر شود. برای این، KiCad یک ابزار Plot دارد. هنگام استفاده از "Plot"، باید Mirroring را انتخاب کنید.
چاپ الگوی سیم کشی روی چاپگر
پس از دریافت فایل PCB در فرمت pdf، باید پروژه را روی پرینتر لیزری چاپ کنید. برای انجام این عمل یک صفحه از هر مجله براق مناسب است.
صفحه در چاپگر لیزری وارد می شود. همراه با کاغذ مجله، استفاده از کاغذ معمولی براق مجاز است. نگران تصاویر از قبل موجود در صفحه مجله نباشید. مانعی نخواهند داشت
 چاپ تونر روی صفحه مجله براق. همانطور که در شکل مشاهده می کنید، کیفیت چاپ بسیار بالاست. همان رد باید روی فویل برد مدار چاپی ظاهر شود.
چاپ تونر روی صفحه مجله براق. همانطور که در شکل مشاهده می کنید، کیفیت چاپ بسیار بالاست. همان رد باید روی فویل برد مدار چاپی ظاهر شود. وجود تصاویر شخص ثالث هیچ تاثیری در روند کار ندارد. الگوی تونر چاپگر در هر صورت روی سطح براق صفحه مجله (کاغذ) باقی می ماند. و این دقیقاً نتیجه ای است که می خواهید به دست آورید.
توصیه می شود دو بار (در دو صفحه مختلف) چاپ کنید تا مطمئن شوید که طرح چاپ شده دارای لکه، لکه یا نقص دیگری نیست.
انتقال سیم کشی از چاپگر به فویل
اگر رد برد مدار چاپی توسط چاپگر لیزری به خوبی چاپ شده باشد، صفحه براق مجله به همراه پرینت به دست آمده را باید با احتیاط از چاپگر جدا کرد و با الگوی پایین روی سطح مسی PCB قرار داد.
 حرارت درمانیبرد مدار چاپی با استفاده از اتو خانگی معمولی. دمای گرمایش - حداکثر. در غیر این صورت، کیفیت انتقال آسیب می بیند.
حرارت درمانیبرد مدار چاپی با استفاده از اتو خانگی معمولی. دمای گرمایش - حداکثر. در غیر این صورت، کیفیت انتقال آسیب می بیند. با کفی گرم شده اتو، ورق مجله را با سیم کشی چاپ شده مدار به سطح تکستولیت روکش فویل فشار دهید. اتو را بدون حرکت حدود 30 ثانیه روی ورق بگذارید.
در مرحله بعد، باید سطح ورق را با اتو با حرکات دایره ای صاف به مدت 2-3 دقیقه صاف کنید. در طول این مدت زمان با عملیات حرارتی، تونر به طور محکم به پوشش مسی PCB میچسبد.
 نتیجه انتقال چاپ تونر از صفحه مجله به روکش مسی PCB. به خوبی گزینه تولید شده به نظر می رسد
نتیجه انتقال چاپ تونر از صفحه مجله به روکش مسی PCB. به خوبی گزینه تولید شده به نظر می رسد پایان فرآیند انتقال چاپ به فویل مسی PCB، حذف ورق چسب مجله است. این نیاز به صبر و دقت دارد.
PCB از سینی کاغذ چسب با آب سردجایی که می خواهید شی پردازش شده را برای مدتی قرار دهید.
آب کاغذ را نرم می کند، که باعث می شود تا الیاف کاغذ باقیمانده به طور کامل حذف شوند. در این حالت تونر روی PCB باقی می ماند.
بنابراین، رسم نمودار مدار بر روی textolite اعمال می شود. می توانید به بخش بعدی فرآیند - حکاکی کردن مس اضافی ادامه دهید.
 اچ کردن مس در محلول کلرید آهن. محتوای شیمیایی کلرید آهن خطرناک است. بنابراین باید از لوازم جانبی محافظ استفاده کرد.
اچ کردن مس در محلول کلرید آهن. محتوای شیمیایی کلرید آهن خطرناک است. بنابراین باید از لوازم جانبی محافظ استفاده کرد. برای این کار باید محلولی از کلرید آهن ریخته شود حمام پلاستیکیاندازه های مناسب
توجه! محلول کلرید فریک یک ماده شیمیایی خطرناک است.
انجام کار اچینگ در محیطی با تهویه مناسب ضروری است. لوازم جانبی محافظ - دستکش لاستیکی و عینک نیز مورد نیاز است.
توصیه می شود تخته مدار چاپی را با نخی که از سوراخ سوراخ شده در گوشه آزاد قطعه کار کشیده شده است مجهز کنید. این لوازم جانبی به شما این امکان را می دهد که به صورت دوره ای قطعه کار را برای کنترل از محلول خارج کنید. همچنین می توانید از موچین های پلاستیکی استفاده کنید.
میانگین زمان اچینگ با کلرید آهن تقریباً 20-25 دقیقه است. درست است، مقدار زمانی خاص تا حد زیادی به اندازه قطعه کار و حجم مسی که باید حکاکی شود بستگی دارد.
هنگامی که مس آزاد برداشته شد، PCB باید از محلول خارج شود و در یک کاسه آب جاری قرار گیرد.
 شستشوی کامل محصول نهایی ضروری است. اگر کلرید آهن اضافی روی سطح باقی بماند، خطر آسیب به سیم کشی وجود دارد.
شستشوی کامل محصول نهایی ضروری است. اگر کلرید آهن اضافی روی سطح باقی بماند، خطر آسیب به سیم کشی وجود دارد. محلول کلرید آهن باقیمانده را باید از ظرف در یک محفظه دربسته ریخته شود ظرف پلاستیکیو درب آن را محکم ببندید. این محلول را می توان بارها و بارها استفاده کرد.
برد مدار اچ شده باید کاملاً با آب و صابون شسته شود. در مرحله بعد، تنها چیزی که باقی می ماند تمیز کردن مسیرهای مسی برد مدار چاپی است که زیر لایه تونر سالم مانده اند.
همان پوست ریزدانه در اینجا یا شبکه فلزی... پس از تمیز کردن، PCB به اندازه مورد نیاز بریده می شود، لبه ها با یک سوهان خوب تراز می شوند. تمام - برد مدار الکترونیکی آماده است.
به این ترتیب می توان به طور مستقیم در منزل بردهای مدار چاپی الکترونیکی با پیچیدگی های مختلف از جمله دو طرفه را طبخ کرد.
لازم به ذکر است که تولید بردهای مدار چاپی با روش چاپ "مجله" بر روی چاپگر لیزری کاملا مناسب است.
یکی دیگر از تکنیک های اصلی برای ساخت بردهای مدار چاپی









