Дължината на Vgp тръбата е стандартна. Стоманени заварени тръби за вода и газ: производители, видове и приложения
а) измерени или многократно измерени дължини с припуск за всеки разрез от 5 mm и надлъжно отклонение за цялата дължина плюс 10 mm;
б) неизмерена дължина.
По споразумение между производителя и потребителя в партида неизмерени тръби за вода и газдопускат се до 5% тръби с дължина от 1,5 до 4 м.
За резба, изработена по метода на накачкане, върху тръбата е позволено да се намали вътрешният й диаметър с до 10% по цялата дължина на резбата. Тегло 1м тръба за вода и газизчислено с плътност на стоманата, равна на 7,85 g / cm. Поцинкована тръби за вода и газ по-тежки от непоцинкованите с 3%.
Забележка:Максималното отклонение към положителната страна по дебелината на стената е ограничено от максималните отклонения в масата тръби за вода и газ... Водо- и газопроводи с нормална производствена точност се използват за водоснабдяване, газопроводи и отоплителни системи.
Водо- и газопроводи с повишена производствена точност се използват за части от водоснабдителни и газоснабдителни конструкции.
Максималните отклонения в теглото на тръбата не трябва да надвишават + 8%. По искане на потребителя максималните отклонения в теглото не трябва да надвишават: + 7,5% - за партидата; + 10% - за отделна тръба.
Кривината на тръбите за вода и газ на 1 m дължина не трябва да надвишава: 2 mm - с номинален отвор до 20 mm включително; 1,5 мм - с номинален отвор над 20 мм.
Тръбите за вода и газ с номинален отвор 6, 8, 10, 15 и 20 мм се навиват на намотки по желание на потребителя. Примери за символи:
Обикновена тръба, непоцинкована, с нормална производствена точност, негабаритна дължина, с номинален отвор 20 mm, дебелина на стената 2,8 mm, без резба и без съединител: тръба 20x2,8 GOST 3262-75.
Същото, със съединителя: тръба М-20х2,8 GOST 3262-75.
Същата, измерена дължина, с резба: тръба R-20x2, 8-4000 GOST 3262-75.
За тръби за вода и газ за навиване на резба символслед думата "тръба" се посочва буквата Н..
За тръби за вода и газ с дълга резба буквата D. е обозначена в символа след думата "тръба".
За тръби за вода и газ с повишена производствена точност буквата P. е посочена в символа след размера на условния проход.
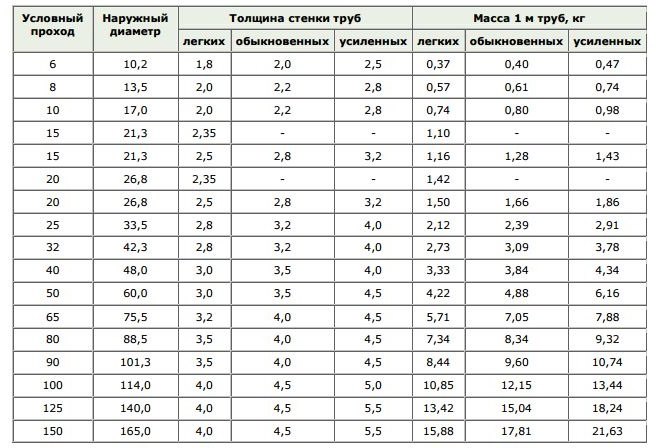
Параметри на тръби за вода и газ (GOST 3262-75)
| DU Условно обозначаване. | Външен диаметър, мм | Бели дробове | Конвенционални | Подсилени | ||||||
| Дебелина на стената, мм | Тегло 1м, кг | Метри на тон | Дебелина на стената, мм | Тегло 1м, кг | Метри на тон | Дебелина на стената, мм | Тегло 1м, кг | Метри на тон | ||
| 6 | 10,2 | 1,8 | 0,37 | 2681,8 | 2,0 | 0,40 | 2472,5 | 2,5 | 0,47 | 2106,4 |
| 8 | 13,5 | 2,0 | 0,57 | 1763,0 | 2,2 | 0,61 | 1631,1 | 2,8 | 0,74 | 1353,4 |
| 10 | 17,0 | 2,0 | 0,74 | 1351,6 | 2,8 | 0,98 | 1019,8 | 2,8 | 0,98 | 1019,8 |
| 15 | 21,3 | 2,5 | 1,16 | 862,7 | 2,8 | 1,28 | 782,8 | 3,2 | 1,43 | 700,1 |
| 20 | 26,8 | 2,5 | 1,50 | 667,5 | 2,8 | 1,66 | 603,4 | 3,2 | 1,86 | 536,9 |
| 25 | 33,5 | 2,8 | 2,12 | 471,7 | 3,2 | 2,39 | 418,2 | 4,0 | 2,91 | 343,6 |
| 32 | 42,3 | 2,8 | 2,73 | 366,6 | 3,2 | 3,09 | 324,1 | 4,0 | 3,78 | 264,7 |
| 40 | 48,0 | 3,0 | 3,33 | 300,4 | 3,5 | 3,84 | 260,3 | 4,0 | 4,34 | 230,4 |
| 50 | 60,0 | 3,0 | 4,22 | 237,1 | 3,5 | 4,88 | 205,1 | 4,5 | 6,16 | 162,4 |
| 65 | 75,5 | 3,2 | 5,71 | 175,3 | 4,0 | 7,05 | 141,8 | 4,5 | 7,88 | 126,9 |
| 80 | 88,5 | 3,5 | 7,34 | 136,3 | 4,0 | 8,34 | 120,0 | 4,5 | 9,32 | 107,3 |
| 90 | 101,3 | 3,5 | 8,44 | 118,5 | 4,0 | 9,60 | 104,2 | 4,5 | 10,74 | 93,1 |
| 100 | 114,0 | 4,0 | 10,85 | 92,2 | 4,5 | 12,15 | 82,3 | 5,0 | 13,44 | 74,4 |
| 125 | 140,0 | 4,0 | 13,42 | 74,5 | 4,5 | 15,04 | 66,5 | 5,5 | 18,24 | 54,8 |
| 150 | 165,0 | 4,0 | 15,88 | 63,0 | 4,5 | 17,81 | 56,1 | 5,5 | 21,63 | 46,2 |
Поцинковани и непоцинковани стоманени тръби за вода и газ (черни) с резба или валцувани цилиндрични резби и без резба се произвеждат според номиналния отвор (DN) и дебелината на стената съгласно GOST 3262-75 .
Гамата от тръби трябва да съответства GOST 3262-75 .
Дължината на тръбата се прави:
- измерена дължина - от 4 преди 12м;
- неизмерена дължина, в рамките на измерената.
- нормална точност;
- повишена точност.
Валцуван метал / Тръби за вода и газ
Стоманени заварени тръби с различни диаметриполучиха името си от производствения метод: те се произвеждат по метода на електрическо заваряване. Всяка такава стоманена тръба има заварен шев, според вида на който те се разделят на спирални и надлъжни шевове. Поцинковани и негалванизирани електрозаварени тръби VGP се използват в отоплителни системи, водопроводи и газопроводи. От нас можете да поръчате и закупите заварени тръби за вода и газ с необходимата дължина, тегло и диаметър, които отговарят на изискванията на GOST 3262, на атрактивна цена. Търговия на едро и цени на дребнона метър заварени тръби можете да намерите в ценоразписа, представен на нашия уебсайт. Освен това, след като се запознаете с представената таблица, можете да оцените цялата гама от нашите тръби, тяхното тегло и цена на метър.
Електрозаварени стоманени тръби за вода и газГОСТ 3262 |
||||||
| Размерът | Тегло кг/м според GOST |
НА ЕДРО | С ТЪРГОВИЯ НА ДРЕБНО ТОЧКИ |
|||
10 000 рубли |
||||||
| DN.15 (D.21.3) x2.8 | 1,280 | 35 400 | 47,60 | 55 | 61 | 68 |
| Ду 20 (D.26.8) x2.8 | 1,660 | 35 400 | 61,80 | 72 | 80 | 88 |
| Ду 25 (D.33.5) x3.2 | 2,390 | 34 600 | 86,90 | 100 | 110 | 121 |
| Ду 32 (D.42.3) x3.2 | 3,090 | 34 600 | 112,30 | 130 | 143 | 158 |
| Ду 40 (D.48) x3.0 | 3,330 | 35 100 | 122,80 | 142 | 157 | 173 |
| Ду 40 (D.48) x3.5 | 3,840 | 34 100 | 137,50 | 159 | 175 | 193 |
| Ду 50 (D. 60) x3,5 | 4,880 | 34 100 | 174,80 | 202 | 223 | 246 |
| Тръби за вода и газ ГОСТ 10705, 10704 (Ултразвукова проверка на заваръчен шев, хидротест) |
||||||
| Размерът | Тегло кг/м според GOST |
НА ЕДРО | С ТЪРГОВИЯ НА ДРЕБНО ТОЧКИ |
|||
| Цена рубли/тон при поръчка на доставка | Приблизителна цена на МЕТЪР, когато се изпраща ОТ ТЕГЛО руб/метър | Цена rub / m при поръчка на доставка | Цена rub/m при покупка за сума от 10 000 рубли |
Цена RUB / m при покупка за до 10 000 RUB | ||
| D.57x2.5 | 3,360 | 33 900 | 119,60 | 138 | 152 | 168 |
| D.57x3 | 4,000 | 33 900 | 142,40 | 164 | 181 | 200 |
| D.57x3.5 | 4,620 | 33 900 | 164,50 | 190 | 209 | 230 |
| D.57x4 | 5,230 | 34 200 | 187,90 | 217 | 239 | 263 |
| D.76x2.5 | 4,530 | 33 700 | 160,30 | 185 | 204 | 225 |
| D.76x3 | 5,400 | 33 700 | 191,10 | 220 | 242 | 267 |
| D.76x3.5 | 6,260 | 33 700 | 221,60 | 255 | 281 | 310 |
| D.76x4 | 7,100 | 34 000 | 253,50 | 292 | 322 | 355 |
| D.89x3 | 6,350 | 34 200 | 228,10 | 263 | 290 | 319 |
| D 89х3,5 | 7,380 | 32 100 | 248,80 | 287 | 316 | 348 |
| D.89x4 | 8,380 | 34 600 | 304,50 | 351 | 387 | 426 |
| D.102x3 | 7,320 | 34 800 | 267,50 | 308 | 339 | 373 |
| D.102x3.5 | 8,500 | 34 800 | 310,60 | 358 | 394 | 434 |
| D.102x4 | 9,670 | 34 800 | 353,40 | 407 | 448 | 493 |
| D.108x3.5 | 9,020 | 34 400 | 325,90 | 375 | 413 | 455 |
| D.108x4 | 10,260 | 34 400 | 370,60 | 427 | 470 | 517 |
| D.114x4 | 10,850 | 35 300 | 402,20 | 463 | 510 | 561 |
| D.114x4.5 | 12,150 | 35 300 | 450,40 | 518 | 570 | 627 |
| D.127x4 | 12,130 | 36 200 | 461,10 | 531 | 585 | 644 |
| D.127x4.5 | 13,560 | 38 000 | 541,10 | 623 | 686 | 755 |
| D.133x4 | 12,730 | 35 400 | 473,20 | 545 | 600 | 660 |
| Д. 133x4.5 | 14,260 | 35 400 | 530,10 | 610 | 671 | 739 |
| D.159x4 | 15,290 | 36 200 | 581,20 | 669 | 736 | 810 |
| D.159x4.5 | 17,150 | 36 200 | 651,90 | 750 | 825 | 908 |
| D.159x5 | 18,990 | 36 200 | 721,90 | 831 | 915 | 1 007 |
| D.219x4.5 | 23,800 | 39 200 | 979,70 | 1 127 | 1 240 | 1 364 |
| D.219x5 | 26,390 | 39 200 | 1 086,30 | 1 250 | 1 375 | 1 513 |
| D.219x6 | 31,520 | 39 200 | 1 297,40 | 1 493 | 1 643 | 1 808 |
Характеристики на заварените тръби
Електрозаварена стомана водопроводни тръбиизработени от специални заготовки - ленти, които осигуряват стоманени ленти по-тесни от стандартен листметални. Частите се оформят и заваряват. Прав шев стоманени тръбизаварени успоредно на оста, спирално заварени - в спирала около оста. В случаите, когато е необходимо да се осигурят специални характеристики крайния продукт, електрозаварените водопроводи се подлагат на допълнителна обработка.
Тъй като тръбите VGP са в експлоатация повече от една година, към тяхното качество се налагат редица специфични изисквания. На повърхността не трябва да има недостатъци: недопълване на шева, пукнатини, следи, залез или люспи (в случай на топлинна обработка). Заварените тръби за вода и газ се подлагат на ултразвукови и хидравлични тестове. С тяхна помощ се определя качеството на шева и се взема решение за съответствието на продукта с изискванията на GOST 3262 или GOST 10705, 10704 Този продукт се съхранява завързан в шестоъгълни торби с етикет, указващ марката стомана, тръбата обозначения, производител, общо тегло на опаковката, което обикновено не надвишава 5 тона.
Заварени стоманени тръби от нашия каталог
OOO Komplekt Stroymaterialy предлага различен асортимент от заварени стоманени тръби за водоснабдяване от склад в Москва, включително поцинковани. При нас можете да поръчате и закупите тръби, нарязани под прав ъгъл със скосяване и минимален размер на бордовете (не повече от 0,5 мм). Нашата компания, като отговорен доставчик, ще може да достави вашия материал на посочения адрес в рамките на предварително определен срок. Като се свържете с нашите специалисти, можете да уточните цената на метър, както и да договорите условията за доставка. Разглеждайки ценовата листа на нашата компания, можете да се запознаете с друга гама от продукти и цени за нея.
СТОМАНЕНИ ТРЪБИ ЗА ВОДА И ГАЗ
Технически условия
GOST 3262-75
OKP 13 8500, OKP 13 8501
Дата на въвеждане 01.01.77
Този стандарт се прилага за негалванизирани и поцинковани стоманени заварени тръби с резба или валцувани цилиндрични резби и без резба, използвани за водопроводи и газопроводи, отоплителни системи, както и за части от водопроводни и газопроводи.
(Променено издание, Изм. № 2, 3, 5).
1. РАЗНООБРАЗИЕ
1.1. Тръбите се произвеждат според размерите и теглото, посочени в табл. 1.
По желание на потребителя тръбите от лека серия, предназначени за валцуване на резба, се изработват според размерите и теглото, посочени в табл. 2.
(Променено издание, Изм. № 1, 3).
1.2. Дължината на тръбата е от 4 до 12 m:
измерени или многократно измерени дължини с припуск за всеки разрез от 5 mm и надлъжно отклонение за цялата дължина плюс 10 mm;
неизмерена дължина.
По споразумение между производителя и потребителя в партида тръби с извънгабарит се допускат до 5% тръби с дължина от 1,5 до 4 m.
маса 1
Таблица 2
ЗАБЕЛЕЖКА:
1. За резба, направена по метода на накачкане, върху тръба е позволено да се намали вътрешният й диаметър до 10% по цялата дължина на резбата.
2. Масата на 1 m тръби се изчислява при плътност на стоманата, равна на 7,85 g / cm3. Поцинкованите тръби са по-тежки от непоцинкованите с 3%.
1.3. Граничните отклонения в размерите на тръбите не трябва да надвишават посочените в табл. 3.
Таблица 3
ЗАБЕЛЕЖКА:
1. Максималното отклонение към положителната страна в дебелината на стената е ограничено от максималните отклонения в масата на тръбите.
2. Тръбите с нормална производствена точност се използват за водопроводи, газопроводи и отоплителни системи. Тръбите с повишена производствена точност се използват за части от водоснабдителни и газоснабдителни конструкции.
1.4. Максималните отклонения в теглото на тръбата не трябва да надвишават +8%.
По искане на потребителя максималните отклонения в теглото не трябва да надвишават:
7,5% - за партията;
10% - за отделна тръба.
(Променено издание, Изм. № 2, 5).
1.5. Кривината на тръбите за 1 m дължина не трябва да надвишава:
2 мм - с номинален отвор до 20 мм включително;
1,5 мм - с номинален отвор над 20 мм.
1.6. Тръбните нишки могат да бъдат дълги или къси. Изискванията за резбата трябва да съответстват на посочените в табл. 4.
Таблица 4
1.7. Тръбите с номинален отвор 6, 8, 10, 15 и 20 мм се навиват по желание на потребителя.
ПРИМЕРИ ЗА ОБОРУДВАНЕ
Обикновена тръба, непоцинкована, с нормална производствена точност, извънгабаритна дължина, с номинален отвор 20 mm, дебелина на стената 2,8 mm, без резба и без съединител:
Лула 20 -2.8 ТОСТ 3262-75
Същото и със съединителя:
Тръба M-20 -2.8 TOST 3262-75
Същата, измерена дължина, с конец:
Тръба R-20 2.8-4000 TOST 3262-75
Същото, с цинково покритие, неизмерена дължина, с резба:
Тръба Ts-R-20 -2.8 TOST 3262-75
Същото, с цинково покритие, измерена дължина, с резба:
Тръба Ts-R-20 -2.8-4000 TOST 3262-75
За тръби за валцоване на резба буквата H е обозначена в символа след думата "тръба".
За тръби с дълга резба буквата D. е посочена в символа след думата "тръба".
За тръби с повишена производствена точност буквата P. е обозначена в символа след размера на номиналния отвор.
(Изменено издание, Изм. № 1).
2. ТЕХНИЧЕСКИ ИЗИСКВАНИЯ
2.1. Тръбите се произвеждат в съответствие с изискванията на този стандарт и съгласно технологичните разпоредби, одобрени по предписания начин, от стомани в съответствие с GOST 380 и GOST 1050 без стандартизиране на механичните свойства и химичния състав.
Тръбите за части от водоснабдителни и газоснабдителни конструкции са изработени от стомана в съответствие с GOST 1050.
2.2. По искане на потребителя, краищата на тръбите, които трябва да бъдат заварени с дебелина на стената 5 mm или повече, трябва да бъдат скосени под ъгъл 35–40 ° спрямо края на тръбата. В този случай трябва да се остави краен пръстен с ширина 1-3 мм.
По желание на потребителя, върху обикновени и подсилени тръби с номинален отвор над 10 mm, резбата се нанася към двата края на тръбата.
2.1, 2.2. (Променено издание, Изм. № 3, 4).
2.3. По искане на потребителя тръбите са оборудвани с муфи, направени в съответствие с GOST 8944, GOST 8954, GOST 8965 и GOST 8966, в размер на един съединител за всяка тръба.
(Променено издание, Изм. № 3).
2.4. На повърхността на тръбата не се допускат пукнатини, захващане, подуване и залези.
Не се допуска разслояване в краищата на тръбите.
Допускат се отделни вдлъбнатини, вълни, рискове, следи от оголване и други дефекти, причинени от производствения метод, ако не отстраняват дебелината на стената извън минимални размерикакто и слой от котлен камък, който не пречи на проверката.
При тръби, направени чрез заваряване в пещ, е позволено да се намали външният диаметър до 0,5 mm на мястото на шева, ако на това място има плитко удебеляване с не повече от 1,0 mm по вътрешния диаметър.
(Променено издание, Изм. № 3, 4).
2.5. По искане на потребителя, на тръби с номинален отвор от 20 mm или повече, върху вътрешната повърхност на тръбния шев, бордът трябва да бъде изрязан или сплескан, като височината на борда или следователно трябва да надвишава 0,5 mm.
По искане на потребителя на тръби с номинален отвор над 15 mm, направени чрез заваряване на пещ и по метода на горещо редуциране, се допуска леко наклонено удебеляване с височина не повече от 0,5 mm върху вътрешната повърхност на тръбите в зоната на шева.
(Променено издание, Изм. № 2, 3, 4, 5, 6).
2.6. Краищата на тръбите трябва да бъдат отрязани под прав ъгъл. Размерът на скосяването на челното лице е разрешен повече от 2 °. Остатъците от бури не трябва да надвишават 0,5 mm. При отстраняване на неравности се допуска образуването на затъпяване (закръгляване) на краищата. Допуска се рязане на тръби в мелницата.
По споразумение между производителя и потребителя на тръби с номинален отвор 6–25 mm, направени чрез заваряване в пещ, са разрешени дупки до 1 mm.
(Променено издание, Изм. № 4, 6).
2.7. Поцинкованите тръби трябва да имат непрекъснато цинково покритие по цялата повърхност с дебелина най-малко 30 микрона. Допуска се отсъствието на цинково покритие по краищата и резбите на тръбите.
На повърхността на поцинковани тръби не се допуска образуване на мехури и чужди включвания (твърд цинк, оксиди, синтерована шихта), отлепване на покритието от основния метал.
Допускат се отделни петна от флюс и следи от захващане на тръби от подемни устройства, грапавост и леко локално проникване на цинк.
Разрешено е коригиране на отделни непоцинковани участъци с 0,5% от външната повърхност на тръбата в съответствие с GOST 9.307.
(Променено издание, Изм. № 3, 4).
2.8. Тръбите трябва да издържат на хидравлично налягане:
2,4 MPa (25 kgf / cm2) - обикновени и леки тръби;
3,1 MPa (32 kgf / cm2) - подсилени тръби.
По искане на потребителя тръбите трябва да издържат на хидравлично налягане от 4,9 MPa (50 kgf / cm2).
2.9. Тръбите с номинален отвор до 40 mm включително трябва да издържат изпитването на огъване около дорник с радиус, равен на 2,5 от външния диаметър, и с номинален отвор 50 mm, върху дорник с радиус, равен на 3,5 от външния диаметър.
По искане на потребителя тръбите трябва да издържат теста за разширение:
за тръби с номинален отвор от 15 до 50 mm - най-малко 7%;
за тръби с номинален отвор от 65 mm и повече - най-малко 4%.
По желание на потребителя тръбите трябва да издържат на теста за сплескване до разстояние между сплесканите повърхности, равно на 2/3 от външния диаметър на тръбите.
2.8, 2.9. (Променено издание, Изм. № 2, 3, 5).
2.10. По искане на потребителя механичните свойства на тръбите за части от водо- и газоснабдителни конструкции трябва да отговарят на GOST 1050.
2.11. Тръбната резба трябва да бъде чиста, без дефекти и неравности и да отговаря на GOST 6357, клас на точност B.
За монтаж с уплътнения се използват тръби с цилиндрична резба.
2.10, 2.11. (Променено издание, Изм. № 3, 4).
2.12. На мястото на шева се допуска чернота върху нишките, ако намаляването на нормалната височина на профила на конеца не надвишава 15%, а по искане на потребителя не надвишава 10%.
Допускат се резби с оголени (за нарязване) или непълни (за валцувани) резби, при условие че тяхната обща дължина не надвишава 10% от необходимата дължина на резбата и не надвишава 5% по желание на потребителя.
2.13. Позволява се на конеца да се намали полезната дължина на конеца (без разбег) до 15% в сравнение с посочената в табл. 4, а по желание на потребителя - до 10%.
2.12, 2.13. (Променено издание, Изм. № 2, 3, 5).
2.14. Нарязването на резби върху поцинковани тръби се извършва след поцинковане.
2.15. (заличен, изменение № 3).
2.16. По искане на потребителя тръбните заварки се подлагат на неразрушаващ контрол.
(Променено издание, Изм. № 5).
3. ПРАВИЛА ЗА ПРИЕМАНЕ
3.1. Тръбите се приемат на партиди. Партидата трябва да се състои от тръби от еднакъв размер, една марка стомана и да бъде придружена от един документ за качество в съответствие с GOST 10692 с допълнение за тръби, предназначени за производство на части от водопроводни и газопроводни конструкции, изработени от стомана в в съответствие с GOST 1050; химичен състави механичните свойства на стоманата - в съответствие с документа за качество на производителя на заготовката.
Тегло на партидата - не повече от 60 тона.
(Променено издание, Изм. № 3, 4).
3.2. Повърхността, размерите и кривината се проверяват за всяка тръба в партидата.
Разрешено да се прилага статистически методиконтрол съгласно GOST 18242 с нормално ниво. Плановете за контрол се изготвят по споразумение между производителя и потребителя.
Контролът на външния диаметър на тръбите се извършва на разстояние най-малко 15 mm от края на тръбата.
(Променено издание, Изм. № 3, 4, 5).
3.3. За да контролирате параметрите на резбата, за тестване за разширение, сплескване, огъване, височината на вътрешния борд, остатъци от бури, прав ъгъл и ъгъл на скосяване (за тръби със скосени ръбове), механични свойства, не отнема повече от 1%, но не по-малко от две тръби от партидата, а за тръби, изработени чрез непрекъснато заваряване в пещ - две тръби на партида.
(Променено издание, Изм. № 3, 4).
3.4. Всички тръби подлежат на контрол на теглото.
(Променено издание, Изм. № 3).
3.5. Всяка тръба се подлага на тест за хидравлично налягане. При 100% контрол на качеството на заваръчния шев чрез неразрушаващи методи е позволено да не се извършва изпитване на хидравлично налягане. В същото време е гарантирана способността на тръбите да издържат на изпитателното хидравлично налягане.
(Променено издание, Изм. № 6).
3.6. За проверка на дебелината на цинковото покритие на външната повърхност и на достъпни места по вътрешната повърхност се вземат две тръби от партидата.
(Променено издание, Изм. № 2).
3.7. При получаване на незадоволителни резултати от теста за поне един от показателите за него се извършват повторни тестове върху удвоена проба.
Резултатите от повторния тест се отнасят за цялата партида.
4. МЕТОДИ НА ИЗПИТВАНЕ
4.1. За контрол на качеството се изрязва една проба от всяка избрана тръба за всеки тип тест.
Изпитването на опън се извършва в съответствие с GOST 10006. Вместо изпитване на опън е разрешено да се извършва контрол на механичните свойства чрез неразрушаващи методи.
4.2. Проверката на повърхността на тръбата се извършва визуално.
4.3. Хидравличното изпитване се извършва в съответствие с GOST 3845 със задържане под изпитвателно налягане за най-малко 5 s.
4.4. Изпитването на огъване се извършва в съответствие с GOST 3728. Поцинкованите тръби се изпитват преди нанасяне на покритие.
(Променено издание, Изм. № 3).
4.4a. Тестът за разширение се извършва в съответствие с GOST 8694 върху конусен дорник с ъгъл на конус 6 °.
Разрешено е изпитване върху дорник с ъгъл на конус от 30 °.
(Променено издание, Изм. № 3, 4).
4.46. Тестът за сплескване се извършва съгласно GOST 8695.
(Променено издание, Изм. № 3).
4.4c. Контролът на заварения шев се извършва по неразрушаващи методи в съответствие с нормативната документация.
(Въведено допълнително, изменение № 3).
4.5. Дебелината на цинковото покритие на външната повърхност и на достъпни места по вътрешната повърхност се контролира в съответствие с GOST 9.301 и GOST 9.302, както и с устройства от типа MT-41NTs, MTZON или Impulse съгласно нормативните документи.
4.6. Резбата се проверява с резбовани пръстени в съответствие с GOST 2533 (трети клас на точност).
В този случай капацитетът на завинтване на непроходния пръстен на резбата трябва да бъде не повече от три завъртания.
(Променено издание, Изм. № 3, 4).
4.7. Кривината на тръбите се контролира с прав ръб в съответствие с GOST 8026 и комплект сонди в съответствие с ND.
(Променено издание, Изм. № 3, 5).
4.8. Правият ъгъл на краищата на тръбата се контролира с квадрат 90 ° с размер 160 100 mm от клас 3 съгласно GOST 3749, плочи, комплект 4 според ND или гониометър според GOST 5378. Ъгълът на скосяване се контролира от гониометър съгласно GOST 5378.
(Променено издание, Изм. № 3, 6).
4.9. Контролът на външния диаметър се извършва с гладки микрометри в съответствие с GOST 6507, със щапелни калибри в съответствие с GOST 2216 или GOST 18360.
Дебелината на стената, височината на вътрешния борд и височината на бордовете се измерват с микрометър в съответствие с GOST 6507 или габарит за стена в съответствие с GOST 11358 от двата края на тръбата.
Дължината на тръбите се измерва с рулетка в съответствие с GOST 7502. Нишката се контролира с габарити в съответствие с GOST 2533.
Контролът на масата на партида тръби се извършва в мащаб не повече от 10 тона с градуирана цена не повече от 20 кг.
(Променена редакция, Изм. № 3, 4, 5, 6).
4.10. Контролът на заварения шев се извършва по неразрушаващи методи съгласно техническата документация.
(Въведено допълнително, изменение № 4).
5. МАРКИРОВКА, ОПАКОВКА, ТРАНСПОРТИРАНЕ И СЪХРАНЕНИЕ
5.1. Маркирането, опаковането, транспортирането и съхранението се извършват в съответствие с GOST 10692 с допълнението.
5.1.1. Тръбните резби трябва да бъдат защитени от механични повредии корозия от грес съгласно нормативната документация.
Разд. 5. (Променено издание, Изм. № 3).
ИНФОРМАЦИОННИ ДАННИ
1. РАЗРАБОТЕН И ВЪВЕДЕН от Министерството на черната металургия на СССР
В. И. Стружок, канд. технология науки; В. М. Ворона, канд. технология науки; Ю.М.Миронов, канд. технология науки; А. И. Постолова
2. ОДОБРЯВА И ВЪВЕЖДА С Указ Държавен комитетСССР съгласно стандартите от 11.09.75 № 2379
3. Честота на проверките - 5 години
4. ЗАМЕНЕТЕ GOST 3262-62
5. РЕФЕРЕНТНИ НОРМАТИВНИ И ТЕХНИЧЕСКИ ДОКУМЕНТИ
6. Ограничението на срока на валидност беше премахнато с Резолюция на Държавния стандарт от 12.11.91 № 1726
7. ИЗДАНИЕ с изменения № 1, 2, 3, 4, 5, 6, одобрени през януари 1987 г., май 1988 г., ноември 1989 г., ноември 1991 г. 2-90, 2-92)
В рамките на територията на Руска федерацияВ сила е GOST R 50779.71-99.
GOST 3262-75 е регулаторен документ, в съответствие с който се произвеждат стоманени тръби за вода и газ. С помощта на такива тръби, които за разлика от пластмасови изделия, може успешно да се експлоатира на открити площи, извършва монтаж на тръбопроводи за транспортиране на течни и газообразни среди. Такива стоманени тръби са практически незаменими в областта на капиталното и частното строителство, жилищно-комуналните услуги и селското стопанство.
Можете да се запознаете с изискванията на GOST за стоманени тръби за вода и газ, като изтеглите pdf документа от връзката по-долу.
Обща информация за стоманени тръби VGP
Стоманените тръби за водоснабдяване и газоснабдяване, чиито параметри са определени от GOST 3262-75, се класифицират като продукти със специално предназначение, както подсказва името им. Разликите в техните видове са преди всичко в начина на производство. Въпреки това, независимо от вида на стоманените тръби от разглежданата категория, всички техни параметри са предвидени от разпоредбите на такъв документ като GOST 3262 (75, 80, 85, 91).
И така, според този стандарт (3262-75, последна ревизия 91-ва година), заварените тръби за вода и газ могат да бъдат от един от следните видове:
- не поцинковани;
- поцинковани;
- първоначално изработени с резбовани краища, които могат да бъдат получени чрез рязане или нарязване;
- без конец.

Приложения и индивидуални параметри
Основните области на приложение на тръби за вода и газ, геометрични параметри и спецификациикоито отговарят на стандарт 3262-75, - строителство и ремонт. Тръбите от тази категория се използват за подреждане на газопроводи и водопроводи и отоплителни системи във вили и сгради многоапартаментен тип, офис сгради, учебни заведения, селскостопански, промишлени и всякакви други обекти.
И така, този вид валцуван метал се използва в:
- комуникации за топла и студена вода;
- отоплителни системи;
- газопроводни мрежи.
GOST 3262 (75, 80, 85, 91) приема, че заварените могат да се произвеждат в измерени, множество измервани и неизмерени дължини. И така, според тази градация, те имат следните размери (по дължината на произвежданите продукти):
- габаритни - от 4 до 12 m дължина;
- с дължина, кратна на измерената стойност;
- неизмерен с дължина в рамките на измерената стойност.

Размерът на стената е критерият, по който се разграничават тръбите за вода и газ:
- обикновени;
- бели дробове;
- подсилени.
Подсилените VGP тръби са продукти (понякога поцинковани), чиято дебелина на стената е увеличена (съответно такива продукти имат по-голямо тегло). Използват се за монтаж на тръбопроводи, през които се транспортират течни или газообразни среди под високо налягане.
Ако техническите характеристики и основните геометрични параметри на тръбите за вода и газ са регламентирани с регулаторен документ, тогава опцията за тяхното проектиране и дължината на среза се определят от клиента. И така, най-популярни са тръбите, в краищата на които се нарязва резба по време на производствения процес. Причината за високата им популярност е, че не са необходими заваръчни операции за монтажа им.

По време на производството им могат да се създават резби върху VGP тръби:
- накатка (технология, която позволява да се получат резби с най-точни параметри, докато се предполага, че вътрешният диаметър на тръбата ще бъде с 10% по-малък);
- нарязване.
Резбите на VGP тръби по желание на клиента се нарязват или навиват, като могат да бъдат къси или дълги.
При изчисляване на масата на тръбите за вода и газ трябва да се има предвид, че поцинкованите продукти тежат с 3% повече от тези, изработени от черен метал. Стандартът също така налага ограничение за отклоненията в теглото на партидата: те не трябва да надвишават 8%.
Технически изисквания
От тръби от всеки тип се формира асортимент, в който са посочени техните геометрични параметри и теоретично тегло.
Стоманата, от която са направени тръби от категория VGP, също трябва да отговаря на изискванията, посочени в GOST (380, 1050), докато механичните свойства, както и химическият състав на материала на производство, не са стандартизирани. За всеки тип тръби (заварени, изработени от черен метал, поцинковани, резбовани) специални Технически изисквания, което трябва да се обсъди по-подробно.
ЗаварениВ съответствие с разпоредбите на GOST към тръбите от категория VGP от заварен тип се налагат следните изисквания.
- Ако тръбни продуктиса свързани според технологията на заваряване на пещ, след което в областта на заварения шев външният им диаметър може да бъде намален с половин милиметър. Ако има леко удебеляване от вътрешната страна на шева, размерът му не трябва да надвишава 1 мм.
- Ако чрез заваряване е необходимо да се свържат тръби за вода и газ, чиято дебелина на стената е повече от 5 mm, тогава в краищата им те трябва да бъдат скосени под ъгъл 35-40 градуса. В този случай ширината на крайния пръстен след скосяване трябва да бъде в диапазона от 1-3 мм.
- От вътрешната страна на заваръчния шев на тръбите за вода и газ, чийто диаметър надвишава 20 mm, излишният метал трябва да бъде отрязан или сплескан, така че височината му да не надвишава половин милиметър.
- Клиентът може допълнително да определи характеристиките на продуктите с вътрешен диаметър на отвора над 15 mm, произведени по технологията на горещо редуциране (изтегляне) и съединени по метода на заваряване в пещ. Съгласно такива изисквания от вътрешната страна на заваръчния шев може да има леко наклонено удебеляване, чиято височина е не повече от 0,5 mm.

С резба
Тръбите за вода и газ, резбите в краищата на които се нарязват или навиват от производителя, трябва да имат следните параметри.
- Фабрично образуваната резба в краищата на тръбите за вода и газ трябва да отговаря на категорията на точност "B". Характеристиките му се определят от разпоредбите на GOST 6357. Така че нишката трябва да е чиста, по нея не може да има недостатъци или неравности.
- На фугите, върху резбите е възможно наличието на чернота, докато височината на профила на резбата на такива места не трябва да се намалява с повече от 15%. Клиентът има право да постави по-строги изисквания, според които границата за намаляване на височината на профила на резбата може да бъде намалена до 10%.
- Полезната дължина на резбата (посочена в асортимента и измерена без отклонение) може да бъде намалена до 15%, но клиентът има право да намали стойността на това отклонение до 10%.
![]()
- Цинковият слой, който се нанася върху цялата повърхност на тръбата за вода и газ във фабриката, трябва да има дебелина най-малко 30 микрона. В същото време се предполага, че в участъците с резба и в краищата може да липсва цинково покритие.
- Цинковото фолио трябва да се нанася с високо качество, не се допуска образуване на мехури, разслояване от основния метал и чужди включвания (оксиди, синтерована шихта, цинкови отпадъци и др.).
- GOST позволява наличието на петна от флюс върху повърхността на поцинковани тръби, малък приток на цинк, грапавост и следи, които остават от елементи на подемни устройства.
- Ако по тръбите за вода и газ се открият участъци, които не са покрити с цинк, те могат да бъдат повторно обработени, при условие че общата площ на тези зони не надвишава 0,5% от цялата повърхност на този продукт.

- Клиентът може да договори с производителя пълен комплект съединители по GOST (8944, 8954, 8965, 8966) - по един съединител за всеки продукт.
- На повърхността на тръбите са изключени такива дефекти като подуване, залези, пукнатини, оксиден филм и разслояване по краищата на продуктите.
- По повърхността на тръбите за вода и газ може да има отделни дефекти, които се дължат на производствения метод (пулсации, рискове, вдлъбнатини, следи от оголване). В същото време такива дефекти не трябва да намаляват дебелината на стената на тръбата под толеранса, посочен в асортимента. Може също да има слой от котлен камък, но не трябва да пречи на инспекцията на продукта.
- Краищата на тръбите за вода и газ, доставени на потребителя, се отрязват под прав ъгъл. Скосяването, ако се получи по време на подрязване, не трябва да надвишава 2 градуса. Размерът на ръбовете, оставащи след подрязването, не трябва да надвишава половин милиметър.

V нормативен документса предвидени и методите за контрол, на които всички тръби от категорията водоснабдяване и газоснабдяване подлежат задължително:
- Тест за хидравлично налягане, който тръбите трябва да издържат:
- обикновен и лек тип - 25 kgf / cm2 (2,4 MPa);
- подсилен - 32 kgf / cm2 (3,1 MPa);
- отговарящи на специални изисквания - 50 kgf / cm2 (4,9 MPa). - Изпитвания на огъване, проведени на дорници с радиус от:
- 2,5 размера външен диаметър - продукти с дистанционно управление до 40 мм;
- 3,5 размера външен диаметър - тръби с DN 50 мм. - Тест за дозиране на тръби за вода и газ с дистанционно управление:
- 15-50 мм - не по-малко от 7%;
- повече от 65 мм - не по-малко от 4%.
Предмет на този стандарт са заварени стоманени тръби.
Вид тръби: непоцинковани и поцинковани.
Тип резба: нарязани/навити цилиндрични резби и/или без резби.
Място на приложение: водопроводи и газопроводи, отоплителни системи, както и компоненти на съответните конструкции.
Този стандарт съдържа най-подробните характеристики на произвежданите стоманени заварени тръби, включително 4 основни индикатора за три вида продукти. Документът предоставя технически изисквания за външен вид, методи за обработка на шевове, фаски, резби, съединители, физични свойстваматериали и методи за тяхната обработка; правила за приемане Завършени продуктикакто и контрол на качеството и свързаните с него методи за тестване. Отразени изисквания за етикетиране, опаковане, транспортиране и съхранение на продуктите.
СТОМАНЕНИ ВОДОВОДНИ ТРЪБИ E
ТЕХНИЧЕСКИ УСЛОВИЯ
GOST 3262-75
СТАНДАРТИ ЗА ИЗДАТЕЛСТВО
ДЪРЖАВЕН СТАНДАРТ НА СЪЮЗА НА ССР
СТОМАНЕНИ ВОД И ГАЗ ТРЪБИ Е ГОСТ
Спецификации 3262-75
Стоманени тръби за водоснабдяване и газоснабдяване
Технически условия
Дата на въвеждане 01.01.77
Този стандарт се прилага за негалванизирани и поцинковани стоманени заварени тръби с резба или валцувани цилиндрични резби и без резба, използвани за водопроводи и газопроводи, отоплителни системи, както и за части от водопроводни и газопроводи.
1. РАЗНООБРАЗИЕ
1.1. Тръбите се произвеждат според размерите и теглото, посочени в табл. 1.
По желание на потребителя тръбите от лека серия, предназначени за валцуване на резба, се изработват според размерите и теглото, посочени в табл. 2.
1.2. Дължината на тръбата е от 4 до 12 m:
а) измерени или многократно измерени дължини с припуск за всеки разрез от 5 mm и максимално отклонение за цялата дължина плюс 10 mm;
б) неизмерена дължина.
По споразумение между производителя и потребителя в партида тръби с извънгабарит се допускат до 5% тръби с дължина от 1,5 до 4 m.
маса 1
| Условен пропуск | Външен диаметър | Дебелина на стената на тръбата | Тегло на 1 м тръби, кг | ||||
| бели дробове | обикновени | подсилени | бели дробове | обикновени | подсилени | ||
| 6 | 10,2 | 1,8 | 2,0 | 2,5 | 0,37 | 0,40 | 0,47 |
| 8 | 13,5 | 2,0 | 2,2 | 2,8 | 0,57 | 0,61 | 0,74 |
| 10 | 17,0 | 2,0 | 2,2 | 2,8 | 0,74 | 0,80 | 0,98 |
| 15 | 21,3 | 2,35 | — | — | 1,10 | — | — |
| 15 | 21,3 | 2,5 | 2,8 | 3,2 | 1,16 | 1,28 | 1,43 |
| 20 | 26,8 | 2,35 | — | — | 1,42 | — | — |
| 20 | 26,8 | 2,5 | 2,8 | 3,2 | 1,5 | 1,66 | 1,86 |
| 25 | 33,5 | 2,8 | 3,2 | 4,0 | 2,12 | 2,39 | 2,91 |
| 32 | 42,3 | 2,8 | 3,2 | 4,0 | 2,73 | 3,09 | 3,78 |
| 40 | 48,0 | 3,0 | 3,5 | 4,0 | 3,33 | 3,84 | 4,34 |
| 50 | 60,0 | 3,0 | 3,5 | 4,5 | 4,22 | 4,88 | 6,16 |
| 65 | 75,5 | 3,2 | 4,0 | 4,5 | 5,71 | 7,05 | 7,88 |
| 80 | 88,5 | 3,5 | 4,0 | 4,5 | 7,34 | 8,34 | 9,32 |
| 90 | 101,3 | 3,5 | 4,0 | 4,5 | 8,44 | 9,60 | 10,74 |
| 100 | 114,0 | 4,0 | 4,5 | 5,0 | 10,85 | 12,15 | 13,44 |
| 125 | 140,0 | 4,0 | 4,5 | 5,5 | 13,42 | 15,04 | 18,24 |
| 150 | 165,0 | 4,0 | 4,5 | 5,5 | 15,88 | 17,81 | 21,63 |
таблица 2
| Условен пропуск | Външен диаметър | дебелина на стената | Тегло на 1 м тръби, кг |
| 10 | 16 | 2,0 | 0,69 |
| 15 | 20 | 2,5 | 1,08 |
| 20 | 26 | 2,5 | 1,45 |
| 25 | 32 | 2,8 | 2,02 |
| 32 | 41 | 2,8 | 2,64 |
| 40 | 47 | 3,0 | 3,26 |
| 50 | 59 | 3,0 | 4,14 |
| 65 | 74 | 3,2 | 5,59 |
бележки:
1. За резба, направена по метода на накачкане, върху тръба е позволено да се намали вътрешният й диаметър с до 10% по цялата дължина на резбата.
2. Масата на 1 m тръби се изчислява с плътност на стоманата, равна на 7,85 g / cm3. Поцинкованите тръби са по-тежки от непоцинкованите с 3%.
(Променено издание, Изм. № 1, 3)
1.3. Граничните отклонения в размерите на тръбите не трябва да надвишават посочените в табл. 3.
Таблица 3
бележки:
1. Максималното отклонение към положителната страна в дебелината на стената е ограничено от максималните отклонения в масата на тръбите.
2. Тръбите с нормална производствена точност се използват за водопроводи, газопроводи и отоплителни системи. Тръбите с повишена производствена точност се използват за части от водоснабдителни и газоснабдителни конструкции.
1.4. Максималните отклонения в теглото на тръбата не трябва да надвишават + 8%.
По искане на потребителя максималните отклонения в теглото не трябва да надвишават:
7,5% - за партията;
10% - за отделна тръба.
(Променено издание, Изм. № 2, 5).
1.5. Кривината на тръбите за 1 m дължина не трябва да надвишава:
2 мм - с номинален отвор до 20 мм включително;
1,5 мм - с номинален отвор над 20 мм.
1.6. Тръбните нишки могат да бъдат дълги или къси. Изискванията за резбата трябва да съответстват на посочените в табл. 4.
Таблица 4
| Номинален отвор, мм | Дължина на нишката | Номинален отвор, мм | Брой или ток при номинален размер | Дължина на нишката | |||
| дълго | къс | дълго | къс | ||||
| 6 | — | — | — | 50 | 11 | 24 | 17,0 |
| 8 | — | — | — | 65 | 11 | 27 | 19,5 |
| 10 | — | — | — | 80 | 11 | 30 | 22,0 |
| 15 | 14 | 14 | 9,0 | 90 | 11 | 33 | 26,0 |
| 20 | 14 | 16 | 10,5 | 100 | 11 | 36 | 30,0 |
| 25 | 11 | 18 | 11,0 | 125 | 11 | 38 | 33,0 |
| 32 | 11 | 20 | 13,0 | 150 | 11 | 42 | 36,0 |
| 40 | 11 | 22 | 15,0 | ||||
1.7. Тръбите с номинален отвор 6, 8, 10, 15 и 20 мм се навиват на рулони по желание на потребителя.
Примери за легенди
Обикновена тръба, непоцинкована, с нормална производствена точност, извънгабаритна дължина, с номинален отвор 20 mm, дебелина на стената 2,8 mm, без резба и без съединител:
Тръба 202.8 GOST 3262-75
Същото и със съединителя:
Тръба М-202,8 GOST 3262-75
Същата, измерена дължина, с конец:
Тръба R-202.8 - 4000 GOST 3262-75
Същото, с цинково покритие, неизмерена дължина, с резба:
Тръба Ts-R-202.8 GOST 3262-75
Същото, с цинково покритие, измерена дължина, с резба:
Тръба Ts-R-202.8 - 4000 GOST 3262-75
За тръби за валцоване на резба буквата H е обозначена в символа след думата "тръба".
За тръби с дълга резба буквата D. е посочена в символа след думата "тръба".
За тръби с повишена производствена точност буквата P. е обозначена в символа след размера на номиналния отвор.
(Изменено издание, Изм. № 1).
2. ТЕХНИЧЕСКИ ИЗИСКВАНИЯ
2.1. Тръбите се произвеждат в съответствие с изискванията на този стандарт и съгласно технологичните разпоредби, одобрени по предписания начин, от стомани в съответствие с GOST 380-88 и GOST 1050-88 без стандартизиране на механичните свойства и химичния състав.
Тръбите за части от водоснабдителни и газоснабдителни конструкции са изработени от стомана в съответствие с GOST 1050-88.
2.2. По искане на потребителя, краищата на тръбите, които трябва да бъдат заварени с дебелина на стената от 5 mm или повече, трябва да бъдат скосени под ъгъл 35-40° спрямо края на тръбата. В този случай трябва да се остави краен пръстен с ширина 1 - 3 мм.
По желание на потребителя, върху обикновени и подсилени тръби с номинален отвор над 10 mm, резбата се нанася към двата края на тръбата.
2.1; 2.2. (Променено издание, Изм. № 3, 4).
2.3. По искане на потребителя тръбите се комплектуват с муфи, направени в съответствие с GOST 8944-75, GOST 8954-75, GOST 8965-75 и GOST 8966-75 в размер на един съединител за всяка тръба.
(Променено издание, Изм. № 3).
2.4. На повърхността на тръбата не се допускат пукнатини, захващане, подуване и залези.
Не се допуска разслояване в краищата на тръбите.
Допускат се отделни вдлъбнатини, рибии, рискове, следи от почистване и други дефекти, причинени от производствения метод, ако не превишават дебелината на стената над минималните размери, както и слой от котлен камък, който не пречи на проверката.
При тръби, направени чрез заваряване в пещ, е позволено да се намали външният диаметър до 0,5 mm на мястото на шева, ако на това място има плитко удебеляване с не повече от 1,0 mm по вътрешния диаметър.
(Променено издание, Изм. № 3, 4).
2.5. По искане на потребителя, на тръби с номинален отвор 20 mm или повече, върху вътрешната повърхност на тръбния шев, бордът трябва да бъде изрязан или сплескан, като височината на борда или неговите следи не трябва да надвишава 0,5 mm .
По искане на потребителя на тръби с номинален отвор над 15 mm, направени чрез заваряване на пещ и по метода на горещо редуциране, се допуска леко наклонено удебеляване с височина не повече от 0,5 mm върху вътрешната повърхност на тръбите в зоната на шева.
(Променено издание, Изм. № 2, 3, 4, 5, 6).
2.6. Краищата на тръбите трябва да бъдат отрязани под прав ъгъл. Размерът на скосяването на челната част е разрешен не повече от 2. Остатъците от бури не трябва да надвишават 0,5 мм. При отстраняване на неравности се допуска образуването на затъпяване (закръгляване) на краищата. Допуска се рязане на тръби в мелницата.
По споразумение между производителя и потребителя на тръби с номинален отвор 6-25 mm, направени чрез заваряване в пещ, са разрешени бури до 1 mm.
(Променено издание, Изм. № 4, 6).
2.7. Поцинкованите тръби трябва да имат непрекъснато цинково покритие по цялата повърхност с дебелина най-малко 30 микрона. Допуска се отсъствието на цинково покритие по краищата и резбите на тръбите.
На повърхността на поцинковани тръби не се допуска образуване на мехури и чужди включвания (твърд цинк, оксиди, синтерована шихта), отлепване на покритието от основния метал.
Допускат се отделни петна от флюс и следи от захващане на тръби от подемни устройства, грапавост и леко локално проникване на цинк.
Разрешено е коригиране на отделни непоцинковани участъци с 0,5% от външната повърхност на тръбата в съответствие с GOST 9.307-89.
(Променено издание, Изм. № 3, 4).
2.8. Тръбите трябва да издържат на хидравлично налягане:
2,4 MPa (25 kgf / cm2) - тръби, обикновени и леки;
3,1 MPa (32 kgf / cm2) - подсилени тръби.
По искане на потребителя тръбите трябва да издържат на хидравлично налягане от 4,9 MPa (50 kgf / cm2)
(Променено издание, Изм. № 2, 3, 5).
2.9. Тръбите с номинален отвор до 40 mm включително трябва да издържат изпитването на огъване около дорник с радиус, равен на 2,5 от външния диаметър, и с номинален отвор 50 mm - върху дорник с радиус, равен на 3,5 от външния диаметър.
По искане на потребителя тръбите трябва да издържат теста за разширение:
за тръби с номинален отвор от 15 до 50 mm - не по-малко от 7%;
за тръби с номинален отвор 65 и повече - най-малко 4%.
По желание на потребителя тръбите трябва да издържат на теста за сплескване до разстояние между сплесканите повърхности, равно на 2/3 от външния диаметър на тръбите.
(Променено издание, Изм. № 2, 3, 5).
2.10. По искане на потребителя механичните свойства на тръбите за части от водопроводи и газопроводи трябва да отговарят на GOST 1050-88.
2.11. Тръбната резба трябва да е чиста, без дефекти и неравности и да отговаря на GOST 6357-81, клас на точност B.
За монтаж с уплътнения се използват тръби с цилиндрична резба.
2.10; 2.11. (Променено издание, Изм. № 3, 4).
2.12. На мястото на шева се допуска чернота върху нишките, ако намалението на нормалната височина на профила на конеца не надвишава 15%, а по искане на потребителя не надвишава 10%.
На резбата се допускат резби с оголени (за нарязване) или непълни (за валцувани) резби, при условие че тяхната обща дължина не надвишава 10% от необходимата дължина на резбата, а по желание на потребителя не надвишава 5%.
(Променено издание, Изм. № 2, 3, 5).
2.13. Позволява се на конеца да се намали полезната дължина на конеца (без разбег) до 15% в сравнение с посочената в табл. 4, а по желание на потребителя до 10%.
(Променено издание, Изм. № 2, 3, 5).
2.14. Нарязването на резби върху поцинковани тръби се извършва след поцинковане.
2.15. (заличен, изменение № 3).
2.16. По искане на потребителя тръбните заварки се подлагат на неразрушаващ контрол.
(Променено издание, Изм. № 5).
3. ПРАВИЛА ЗА ПРИЕМАНЕ
3.1. Тръбите се приемат на партиди. Партидата трябва да се състои от тръби със същия размер, от една и съща марка и да бъде придружена от един документ за качество в съответствие с GOST 10692-80 с допълнение за тръби, предназначени за производство на части от водопроводи и газопроводи, изработени от стомана в съответствие с GOST 1050-88: химичен състав и механични свойства на стоманата в съответствие с документа за качеството на производителя на заготовката.
Масата на партидата е не повече от 60 тона.
(Променено издание, Изм. № 3, 4).
3.2. Повърхността, размерите и кривината се проверяват за всяка тръба в партидата.
Разрешено е да се прилагат статистически методи за контрол в съответствие с GOST 18242-72 с нормално ниво. Плановете за контрол се изготвят по споразумение между производителя и потребителя.
Контролът на външния диаметър на тръбите се извършва на разстояние най-малко 15 mm от края на тръбата.
(Променено издание, Изм. № 3, 4, 5).
3.3. За да контролирате параметрите на резбата, за тестване за разширение, сплескване, огъване, височината на вътрешния борд, остатъците от бордове, правия ъгъл и ъгъла на фаската (за тръби със скосени ръбове), механичните свойства, вземете не повече от 1%, но не по-малко от две тръби от партидата, а за тръби, направени чрез непрекъснато заваряване в пещ, две тръби на партида.
(Променено издание, Изм. № 3, 4).
3.4. Всички тръби подлежат на контрол на теглото.
(Променено издание, Изм. № 3).
3.5. Всяка тръба се подлага на тест за хидравлично налягане. При 100% контрол на качеството на заваръчния шев чрез неразрушаващи методи е позволено да не се извършва изпитване на хидравлично налягане. В същото време е гарантирана способността на тръбите да издържат на изпитателното хидравлично налягане.
(Променено издание, Изм. № 6).
3.6. За проверка на дебелината на цинковото покритие на външната повърхност и на достъпни места по вътрешната повърхност се вземат две тръби от партидата.
(Променено издание, Изм. № 2).
3.7. Ако се получат незадоволителни резултати от изпитването за поне един от показателите за него, се провежда второ изпитване върху удвоена проба.
Резултатите от повторния тест се отнасят за цялата партида.
4. МЕТОДИ НА ИЗПИТВАНЕ
4.1. За контрол на качеството се изрязва една проба от всяка избрана тръба за всеки тип тест.
Изпитването на опън се извършва в съответствие с GOST 10006-80. Вместо изпитване на опън е позволено да се извършва контрол на механичните свойства чрез неразрушаващи методи.
4.2. Проверката на повърхността на тръбата се извършва визуално.
4.3. Хидравличното изпитване се извършва в съответствие с GOST 3845-75 със задържане под изпитвателно налягане най-малко 5 s.
4.4. Изпитването на огъване се извършва в съответствие с GOST 3728-78. Поцинкованите тръби се тестват преди нанасяне на покритие.
(Променено издание, Изм. № 3).
4.4a. Изпитването на разширение се извършва в съответствие с GOST 8694-75 върху конусен дорник с ъгъл на конусност 6.
Допуска се изпитване върху дорник с ъгъл на конус 30°.
(Променено издание, Изм. № 3, 4).
4.4b. Тестът за сплескване се извършва съгласно GOST 8695-75.
(Променено издание, Изм. № 3).
4.4c. Контролът на заварения шев се извършва по неразрушаващи методи съгласно нормативната и техническата документация.
(Въведено допълнително, изменение № 3).
4.5. Дебелината на цинковото покритие на външната повърхност и на достъпни места по вътрешната повърхност се контролира в съответствие с GOST 9.301-86 и GOST 9.302-88, както и с устройства от типа MT-41NTs, MTZON или „Импулс“. съгласно нормативно-техническата документация.
4.6. Резбата се проверява с резбовани пръстеновидни уреди в съответствие с GOST 2533-88 (трети клас на точност).
В този случай капацитетът на завинтване на непроходния пръстен на резбата трябва да бъде не повече от три завъртания.
(Променено издание, Изм. № 3, 4).
4.7. Кривината на тръбите се контролира с прав ръб в съответствие с GOST 8026-92 и комплект сонди в съответствие с TU 2-034-225-87.
(Променено издание, Изм. № 3, 5).
4.8. Правият ъгъл на краищата на тръбите се контролира с квадрат 90 с размери 160x100 mm, клас 3 GOST 3749-77, комплект сонди 4 TU 2-034-225-87 или гониометър GOST 5378-88. Ъгълът на скосяване на фаската се контролира от гониометър в съответствие с GOST 5378-88.
(Променено издание, Изм. № 3, 6).
4.9. Контролът на външния диаметър се извършва с гладки микрометри в съответствие с GOST 6507-90, с калибри-скоби и в съответствие с GOST 2216-84 или GOST 18362-73.
Дебелината на стената, височината на вътрешния борд и височината на бордовете се измерват с микрометър в съответствие с GOST 6507-90 или габарит за стена в съответствие с GOST 11358-89 от двата края на тръбата.
Дължината на тръбите се измерва с рулетка в съответствие с GOST 7502-89. Нишката се контролира с габарити в съответствие с GOST 2533-88.
Контролът на масата на партида тръби се извършва в мащаб не повече от 10 тона с градуирана цена не повече от 20 кг.
(Променена редакция, Изм. № 3, 4, 5, 6).
4.10. Контролът на заварения шев се извършва по неразрушаващи методи съгласно техническата документация.
(Въведено допълнително, изменение № 4).
5. МАРКИРОВКА, ОПАКОВКА, ТРАНСПОРТИРАНЕ И СЪХРАНЕНИЕ
5.1. Маркирането, опаковането, транспортирането и съхранението се извършват в съответствие с GOST 10692-80 с допълнението.
5.1.1. Тръбната резба трябва да бъде защитена от механични повреди и корозия със смазка съгласно нормативната и техническата документация.
Разд. 5. (Променено издание, Изм. № 3).
ИНФОРМАЦИОННИ ДАННИ
1. РАЗРАБОТЕН И ВЪВЕДЕН от Министерството на черната металургия на СССР
РАЗРАБОТЧИЦИ
В. И. Стружок, канд. технология науки, В. М. Ворона, канд. технология наук, Ю. М. Миронов, канд. технология Нук, А. И. Постолова
2. ОДОБРЕН И ВЪВЕДЕН В СИЛА с Указ на Държавния комитет по стандартите на СССР от 11.09.75 № 2379
3. Честота на проверките 5 години
4. ЗАМЕНЕТЕ GOST 3262-62
5. РЕФЕРЕНТНИ РЕФЕРЕНТНИ ДОКУМЕНТИ ВИЕ
| Посочено обозначение на NTD | Номер на артикул |
| GOST 9.301-86 | 4.5 |
| GOST 9.302-88 | 4.5 |
| GOST 9.307-89 | 2.7 |
| GOST 380-88 | 2.1 |
| GOST 1050-88 | 2.1, 2.10, 3.1 |
| GOST 2216-84 | 4.9 |
| GOST 2533-88 | 4.6, 4.9 |
| GOST 3728-78 | 4.4 |
| GOST 3749-77 | 4.8 |
| GOST 3845-75 | 4.3 |
| GOST 5378-88 | 4.8 |
| GOST 6357-81 | 2.11 |
| GOST 6507-90 | 4.9 |
| GOST 7502-89 | 4.9 |
| GOST 8026-92 | 4.7 |
| GOST 8694-75 | 4.4a |
| GOST 8695-75 | 4.4b |
| GOST 8944-75 | 2.3 |
| GOST 8954-75 | 2.3 |
| GOST 8965-75 | 2.3 |
| GOST 8966-75 | 2.3 |
| GOST 10006-80 | 4.1 |
| GOST 10692-80 | 3.1 |
| GOST 11358-89 | 4.9 |
| GOST 18242-72 | 3.2 |
| GOST 18363-73 | 4.9 |
| ТУ 2-034-225-88 | 4.7, 4.8 |
6. Препечатано (май 1994 г.) с изменения № 1, 2, 3, 4, 5, 6, одобрени през ноември 1977 г., декември 1978 г., януари 1987 г., май 1988 г., ноември 1989 г., ноември 1991 г. (IUS 1-78, 2 -79, 4-87, 8-88, 2-90, 2-92)









