طول استاندارد لوله vgp. لوله های فولادی آب و گاز جوش داده شده: سازندگان، انواع و محدوده آن چیست
الف) طول اندازهگیریشده یا چندگانه اندازهگیریشده با کمک هزینه برای هر برش 5 میلیمتر و انحراف طولی برای کل طول به اضافه 10 میلیمتر؛
ب) طول اندازه گیری نشده
با توافق بین تولید کننده و مصرف کننده در یک دسته از اندازه گیری نشده لوله های آب و گازتا 5 درصد از لوله های با طول 1.5 تا 4 متر مجاز است.
برای رزوهای که بهوسیله حلقهزنی ساخته میشود، کاهش قطر داخلی آن تا 10٪ در طول کل نخ روی لوله مجاز است. وزن 1 متر لوله آببا چگالی فولاد 7.85 گرم بر سانتی متر محاسبه شده است. گالوانیزه لوله های آب و گاز 3٪ سنگین تر از غیر گالوانیزه.
توجه داشته باشید:حداکثر انحراف در سمت مثبت در امتداد ضخامت دیوار توسط حداکثر انحرافات در جرم محدود می شود لوله های آب و گاز. لوله های آب و گاز با دقت ساخت معمولی برای لوله های آب، خطوط لوله گاز و سیستم های گرمایش استفاده می شود.
لوله های آب و گاز با دقت ساخت بالا برای بخش هایی از سازه های خطوط لوله آب و گاز استفاده می شود.
حداکثر انحراف در جرم لوله ها نباید از + 8٪ تجاوز کند. به درخواست مصرف کننده، حداکثر انحرافات در جرم نباید تجاوز کند: + 7.5٪ - برای دسته. + 10٪ - برای یک لوله جداگانه.
انحنای لوله های آب و گاز در هر 1 متر طول نباید بیشتر از: 2 میلی متر - با سوراخ اسمی تا 20 میلی متر باشد. 1.5 میلی متر - با سوراخ اسمی بیش از 20 میلی متر.
لوله های آب و گاز با سوراخ اسمی 6، 8، 10، 15 و 20 میلی متر به درخواست مصرف کننده به کویل پیچ می شوند. نمونه هایی از نمادها:
لوله معمولی، گالوانیزه نشده، با دقت تولید معمول، طول تصادفی، با سوراخ اسمی 20 میلی متر، ضخامت دیواره 2.8 میلی متر، بدون نخ و بدون کوپلینگ: لوله 20x2.8 GOST 3262-75.
همان، با یک جفت: لوله M-20x2.8 GOST 3262-75.
همان طول اندازه گیری شده، با نخ: لوله R-20x2، 8-4000 GOST 3262-75.
برای لوله های آب و گاز برای نورد نخ در سمبلبعد از کلمه "لوله" حرف H نشان داده شده است.
برای لوله های آب و گاز با رزوه بلند، حرف D بعد از کلمه "لوله" در علامت مشخص می شود.
برای لوله های آب و گاز با دقت ساخت افزایش یافته، حرف P در نماد بعد از اندازه عبور مشروط نشان داده می شود.
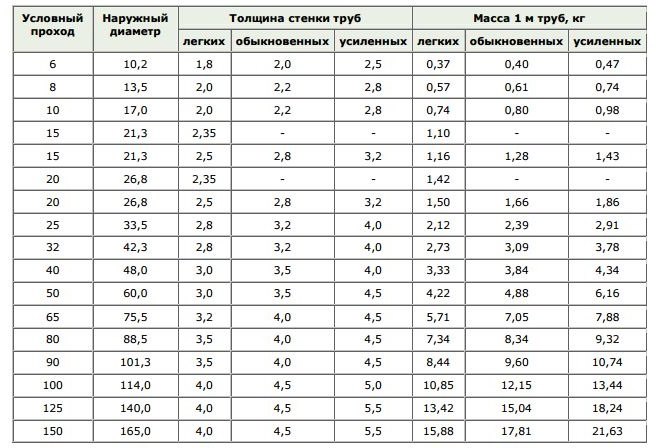
پارامترهای لوله های آب و گاز (GOST 3262-75)
| DU مشروط تعیین | قطر بیرونی، میلی متر | ریه ها | معمولی | تقویت شده | ||||||
| ضخامت دیوار، میلی متر | وزن 1 متر، کیلوگرم | متر در تن | ضخامت دیوار، میلی متر | وزن 1 متر، کیلوگرم | متر در تن | ضخامت دیوار، میلی متر | وزن 1 متر، کیلوگرم | متر در تن | ||
| 6 | 10,2 | 1,8 | 0,37 | 2681,8 | 2,0 | 0,40 | 2472,5 | 2,5 | 0,47 | 2106,4 |
| 8 | 13,5 | 2,0 | 0,57 | 1763,0 | 2,2 | 0,61 | 1631,1 | 2,8 | 0,74 | 1353,4 |
| 10 | 17,0 | 2,0 | 0,74 | 1351,6 | 2,8 | 0,98 | 1019,8 | 2,8 | 0,98 | 1019,8 |
| 15 | 21,3 | 2,5 | 1,16 | 862,7 | 2,8 | 1,28 | 782,8 | 3,2 | 1,43 | 700,1 |
| 20 | 26,8 | 2,5 | 1,50 | 667,5 | 2,8 | 1,66 | 603,4 | 3,2 | 1,86 | 536,9 |
| 25 | 33,5 | 2,8 | 2,12 | 471,7 | 3,2 | 2,39 | 418,2 | 4,0 | 2,91 | 343,6 |
| 32 | 42,3 | 2,8 | 2,73 | 366,6 | 3,2 | 3,09 | 324,1 | 4,0 | 3,78 | 264,7 |
| 40 | 48,0 | 3,0 | 3,33 | 300,4 | 3,5 | 3,84 | 260,3 | 4,0 | 4,34 | 230,4 |
| 50 | 60,0 | 3,0 | 4,22 | 237,1 | 3,5 | 4,88 | 205,1 | 4,5 | 6,16 | 162,4 |
| 65 | 75,5 | 3,2 | 5,71 | 175,3 | 4,0 | 7,05 | 141,8 | 4,5 | 7,88 | 126,9 |
| 80 | 88,5 | 3,5 | 7,34 | 136,3 | 4,0 | 8,34 | 120,0 | 4,5 | 9,32 | 107,3 |
| 90 | 101,3 | 3,5 | 8,44 | 118,5 | 4,0 | 9,60 | 104,2 | 4,5 | 10,74 | 93,1 |
| 100 | 114,0 | 4,0 | 10,85 | 92,2 | 4,5 | 12,15 | 82,3 | 5,0 | 13,44 | 74,4 |
| 125 | 140,0 | 4,0 | 13,42 | 74,5 | 4,5 | 15,04 | 66,5 | 5,5 | 18,24 | 54,8 |
| 150 | 165,0 | 4,0 | 15,88 | 63,0 | 4,5 | 17,81 | 56,1 | 5,5 | 21,63 | 46,2 |
لوله های فولادی آب و گاز گالوانیزه و غیر گالوانیزه (مشکی) با رزوه های استوانه ای برش خورده و یا قلابدار و بدون رزوه بر اساس حفره اسمی (DN) و ضخامت دیواره بر اساس تولید می شوند. GOST 3262-75 .
لوله کشی باید مطابقت داشته باشد GOST 3262-75 .
طول لوله ساخته شده است:
- طول اندازه گیری شده - از 4 قبل از 12 متر;
- طول اندازه گیری نشده، در محدوده اندازه گیری شده
- دقت معمولی؛
- افزایش دقت
نورد فلز / لوله های آب
لوله های برق فولادی قطر متفاوتآنها نام خود را از روش ساخت گرفته اند: آنها با استفاده از روش جوشکاری الکتریکی تولید می شوند. هر یک از این لوله های فولادی دارای یک جوش است که با توجه به نوع آن به دو دسته درز مارپیچی و درز مستقیم تقسیم می شوند. لوله های جوش برقی گالوانیزه و غیر گالوانیزه VGP در سیستم های گرمایشی، خطوط لوله آب و گاز استفاده می شود. در اینجا می توانید لوله های آب و گاز جوش داده شده با طول، وزن و قطر مورد نیاز خود را با رعایت الزامات GOST 3262 با هزینه ای جذاب سفارش داده و خریداری کنید. عمده فروشی و قیمت خرده فروشیهر متر لوله های جوش داده شده را می توانید در لیست قیمت ارائه شده در وب سایت ما پیدا کنید. علاوه بر این، پس از بررسی جدول ارائه شده، می توانید کل محدوده لوله های ما، وزن و هزینه هر متر آنها را ارزیابی کنید.
لوله های فولادی با جوش برقیGOST 3262 |
||||||
| اندازه | وزن کیلوگرم بر متر طبق GOST |
از عمده فروشی | با خرده فروشی نکته ها |
|||
10000 روبل |
||||||
| DN.15(D.21.3)x2.8 | 1,280 | 35 400 | 47,60 | 55 | 61 | 68 |
| دو 20 (D.26.8) x2.8 | 1,660 | 35 400 | 61,80 | 72 | 80 | 88 |
| دو 25 (D.33.5) x3.2 | 2,390 | 34 600 | 86,90 | 100 | 110 | 121 |
| دو 32 (D.42.3) x3.2 | 3,090 | 34 600 | 112,30 | 130 | 143 | 158 |
| دو 40 (D.48) x3.0 | 3,330 | 35 100 | 122,80 | 142 | 157 | 173 |
| دو 40 (D.48) x3.5 | 3,840 | 34 100 | 137,50 | 159 | 175 | 193 |
| دو 50 (D.60) x3.5 | 4,880 | 34 100 | 174,80 | 202 | 223 | 246 |
| لوله های آب GOST 10705، 10704 (بازرسی سونوگرافی جوش، تست هیدرولیک) |
||||||
| اندازه | وزن کیلوگرم بر متر طبق GOST |
از عمده فروشی | با خرده فروشی نکته ها |
|||
| قیمت rub/tn هنگام سفارش تحویل | هزینه تخمینی متر برای حمل و نقل بر حسب وزن روبل / متر | قیمت روبل / متر هنگام سفارش تحویل | قیمت rub/m هنگام خرید از 10000 روبل |
قیمت روبل در متر برای خریدهای تا سقف 10000 روبل | ||
| D.57x2.5 | 3,360 | 33 900 | 119,60 | 138 | 152 | 168 |
| D.57x3 | 4,000 | 33 900 | 142,40 | 164 | 181 | 200 |
| D.57x3.5 | 4,620 | 33 900 | 164,50 | 190 | 209 | 230 |
| D.57x4 | 5,230 | 34 200 | 187,90 | 217 | 239 | 263 |
| D.76x2.5 | 4,530 | 33 700 | 160,30 | 185 | 204 | 225 |
| D.76x3 | 5,400 | 33 700 | 191,10 | 220 | 242 | 267 |
| D.76x3.5 | 6,260 | 33 700 | 221,60 | 255 | 281 | 310 |
| D.76x4 | 7,100 | 34 000 | 253,50 | 292 | 322 | 355 |
| D.89x3 | 6,350 | 34 200 | 228,10 | 263 | 290 | 319 |
| D.89x3.5 | 7,380 | 32 100 | 248,80 | 287 | 316 | 348 |
| D.89x4 | 8,380 | 34 600 | 304,50 | 351 | 387 | 426 |
| D.102x3 | 7,320 | 34 800 | 267,50 | 308 | 339 | 373 |
| D.102x3.5 | 8,500 | 34 800 | 310,60 | 358 | 394 | 434 |
| D.102x4 | 9,670 | 34 800 | 353,40 | 407 | 448 | 493 |
| D.108x3.5 | 9,020 | 34 400 | 325,90 | 375 | 413 | 455 |
| D.108x4 | 10,260 | 34 400 | 370,60 | 427 | 470 | 517 |
| D.114x4 | 10,850 | 35 300 | 402,20 | 463 | 510 | 561 |
| D.114x4.5 | 12,150 | 35 300 | 450,40 | 518 | 570 | 627 |
| D.127x4 | 12,130 | 36 200 | 461,10 | 531 | 585 | 644 |
| D.127x4.5 | 13,560 | 38 000 | 541,10 | 623 | 686 | 755 |
| D.133x4 | 12,730 | 35 400 | 473,20 | 545 | 600 | 660 |
| D.133x4.5 | 14,260 | 35 400 | 530,10 | 610 | 671 | 739 |
| D.159x4 | 15,290 | 36 200 | 581,20 | 669 | 736 | 810 |
| D.159x4.5 | 17,150 | 36 200 | 651,90 | 750 | 825 | 908 |
| D.159x5 | 18,990 | 36 200 | 721,90 | 831 | 915 | 1 007 |
| D.219x4.5 | 23,800 | 39 200 | 979,70 | 1 127 | 1 240 | 1 364 |
| D.219x5 | 26,390 | 39 200 | 1 086,30 | 1 250 | 1 375 | 1 513 |
| D.219x6 | 31,520 | 39 200 | 1 297,40 | 1 493 | 1 643 | 1 808 |
ویژگی های لوله های جوش داده شده
فولاد با جوش برقی لوله های آباز نوارهای خالی مخصوص ساخته شده اند که نوارهای فولادی باریک تر از آن هستند ورق استانداردفلز. قطعات قالب گیری و جوش داده می شوند. درز مستقیم لوله های فولادیجوش داده شده به موازات محور، درز مارپیچی - به صورت مارپیچی در اطراف محور. جایی که ویژگی های خاص مورد نیاز است محصول نهایی، لوله های آب جوش الکتریکی تحت پردازش اضافی قرار می گیرند.
از آنجایی که لوله های VGP بیش از یک سال است که کار می کنند، تعدادی الزامات خاص بر کیفیت آنها تحمیل شده است. روی سطح نباید هیچ عیب و نقصی وجود داشته باشد: زیر جوش، ترک، خراش، غروب آفتاب یا مقیاس (در مورد عملیات حرارتی). لوله های جوشی آب و گاز تحت آزمایش اولتراسونیک و آزمایشات هیدرولیک قرار می گیرند. با کمک آنها، کیفیت درز مشخص می شود و در مورد مطابقت محصول با الزامات GOST 3262 یا GOST 10705، 10704 تصمیم گیری می شود. این محصولات در کیسه های شش ضلعی با برچسبی که نشان دهنده درجه فولاد است ذخیره می شوند ، نام لوله، سازنده و وزن کل بسته بندی که معمولاً از 5 تن بیشتر نمی شود.
لوله های فولادی جوش داده شده در کاتالوگ ما
Komplekt Stroymaterialy LLC طیف متفاوتی از لوله های آب جوش داده شده را از یک انبار در مسکو ارائه می دهد، از جمله لوله های گالوانیزه. در اینجا می توانید لوله های برش خورده با زاویه راست با پخ و حداقل اندازه سوراخ (بیش از 0.5 میلی متر) را سفارش داده و خریداری کنید. شرکت ما به عنوان یک تامین کننده مسئول، می تواند مواد شما را در یک بازه زمانی از پیش تعیین شده به آدرس مشخص شده تحویل دهد. با تماس با متخصصین ما می توانید هزینه هر متر را روشن کنید و همچنین شرایط تحویل را مشخص کنید. با مشاهده قیمت شرکت ما می توانید با طیف دیگری از محصولات و قیمت آن آشنا شوید.
لوله های فولادی آب و گاز
مشخصات فنی
GOST 3262-75
OKP 13 8500، OKP 13 8501
تاریخ معرفی 01.01.77
این استاندارد برای لولههای جوشی فولادی غیر گالوانیزه و گالوانیزه با رزوههای استوانهای رزوهدار یا حلقهدار و بدون رزوه مورد استفاده برای خطوط لوله آب و گاز، سیستمهای گرمایشی و همچنین برای بخشهایی از سازههای خطوط لوله آب و گاز اعمال میشود.
(ویرایش تغییر یافته، کشیش شماره 2، 3، 5).
1. مجموعه ای
1.1. لوله ها با توجه به ابعاد و وزن ذکر شده در جدول ساخته می شوند. یکی
بنا به درخواست مصرف کننده لوله های سری سبک در نظر گرفته شده برای نورد رزوه با توجه به ابعاد و وزن مندرج در جدول ساخته می شوند. 2.
(چاپ تغییر یافته، کشیش شماره 1، 3).
1.2. طول لوله از 4 تا 12 متر ساخته شده است:
طول اندازهگیریشده یا چندگانه اندازهگیری شده با کمک هزینه برای هر برش 5 میلیمتر و انحراف طولی برای کل طول به اضافه 10 میلیمتر.
طول اندازه گیری نشده
با توافق بین سازنده و مصرف کننده، حداکثر 5 درصد از لوله های با طول 1.5 تا 4 متر در دسته ای از لوله های خارج از گیج مجاز است.
میز 1
جدول 2
یادداشت:
1. برای رزوه ای که به روش خرطومی ساخته می شود، کاهش قطر داخلی آن تا 10 درصد در طول کل نخ روی لوله مجاز است.
2. جرم 1 متر لوله ها با چگالی فولاد 7.85 گرم بر سانتی متر مکعب محاسبه می شود. لوله های گالوانیزه 3 درصد سنگین تر از لوله های غیر گالوانیزه هستند.
1.3. انحرافات حد در ابعاد لوله نباید بیشتر از موارد ذکر شده در جدول باشد. 3.
جدول 3
یادداشت:
1. حداکثر انحراف در سمت مثبت در امتداد ضخامت دیواره با حداکثر انحراف در جرم لوله ها محدود می شود.
2. لوله های با دقت ساخت معمولی برای لوله های آب، خطوط لوله گاز و سیستم های گرمایش استفاده می شود. لوله های با دقت ساخت افزایش یافته برای بخش هایی از سازه های خطوط لوله آب و گاز استفاده می شود.
1.4. حداکثر انحراف در جرم لوله ها نباید از +8٪ تجاوز کند.
به درخواست مصرف کننده، حداکثر انحرافات در جرم نباید بیشتر از:
7.5٪ - برای حزب؛
10٪ - برای یک لوله.
(چاپ تغییر یافته، کشیش شماره 2، 5).
1.5. انحنای لوله ها در هر 1 متر طول نباید بیشتر از:
2 میلی متر - با سوراخ اسمی تا 20 میلی متر شامل؛
1.5 میلی متر - با سوراخ اسمی بیش از 20 میلی متر.
1.6. رزوه های لوله می توانند بلند یا کوتاه باشند. الزامات موضوع باید با موارد مشخص شده در جدول مطابقت داشته باشد. 4.
جدول 4
1.7. لوله های با سوراخ اسمی 6، 8، 10، 15 و 20 میلی متر به درخواست مصرف کننده به صورت کلاف پیچ می شوند.
نمونه هایی از کنوانسیون ها
لوله معمولی، غیر گالوانیزه، با دقت ساخت معمول، طول تصادفی، با سوراخ اسمی 20 میلی متر، ضخامت دیواره 2.8 میلی متر، بدون رزوه و بدون کوپلینگ:
Pipe 20 -2.8 TOAST 3262-75
کلاچ هم همینطور:
لوله M-20 -2.8 TOST 3262-75
همان طول اندازه گیری شده، رزوه ای:
لوله R-20 2.8-4000 TOST 3262-75
همان، روکش روی، طول تصادفی، رزوه ای:
لوله Ts-R-20 -2.8 TOST 3262-75
همان، با پوشش روی، طول اندازه گیری شده، با نخ:
لوله Ts-R-20 -2.8-4000 TOST 3262-75
برای لوله های نورد نخ، حرف H بعد از کلمه "لوله" در نماد نشان داده شده است.
برای لوله های با نخ بلند، حرف D بعد از کلمه "لوله" در نماد نشان داده شده است.
برای لوله های با دقت ساخت افزایش یافته، حرف P در نماد بعد از اندازه سوراخ اسمی نشان داده می شود.
(چاپ تجدید نظر شده، شماره 1).
2. الزامات فنی
2.1. لوله ها مطابق با الزامات این استاندارد و بر اساس مقررات تکنولوژیکی مصوب شده به روش مقرر، از فولادهای مطابق با GOST 380 و GOST 1050 بدون استانداردسازی خواص مکانیکی و ترکیب شیمیایی تولید می شوند.
لوله های بخش هایی از سازه های خطوط لوله آب و گاز مطابق با GOST 1050 از فولاد ساخته شده اند.
2.2. بنا به درخواست مصرف کننده، انتهای لوله هایی که قرار است با ضخامت دیواره 5 میلی متر یا بیشتر جوش داده شوند باید با زاویه 35 تا 40 درجه نسبت به انتهای لوله پخ شوند. در این حالت باید یک حلقه انتهایی با عرض 1-3 میلی متر باقی بماند.
به درخواست مصرف کننده، روی لوله های معمولی و تقویت شده با سوراخ اسمی بیش از 10 میلی متر، رزوه به دو سر لوله اعمال می شود.
2.1، 2.2. (چاپ تغییر یافته، کشیش شماره 3، 4).
2.3. بنا به درخواست مصرف کننده، لوله ها مجهز به کوپلینگ هایی هستند که مطابق با GOST 8944، GOST 8954، GOST 8965 و GOST 8966 ساخته شده اند، با نرخ یک کوپلینگ برای هر لوله.
(چاپ تجدید نظر شده، شماره 3).
2.4. ترک، اسارت، تورم و غروب آفتاب روی سطح لوله ها مجاز نیست.
در انتهای لوله ها لایه برداری مجاز نیست.
ایجاد فرورفتگی، موج، خط و خش، خط برش و سایر عیوب ناشی از روش تولید، در صورتی که ضخامت دیواره را بیشتر از حد نبرند مجاز است. حداقل ابعادو همچنین لایه ای از مقیاس که در بازرسی تداخلی ایجاد نمی کند.
در لوله های ساخته شده با جوش کوره، در صورت ضخیم شدن ملایم قطر داخلی بیش از 1.0 میلی متر در این مکان، مجاز است قطر خارجی را به 0.5 میلی متر در محل جوش کاهش دهید.
(چاپ تغییر یافته، کشیش شماره 3، 4).
2.5. بنا به درخواست مصرف کننده، در لوله های با سوراخ اسمی 20 میلی متر یا بیشتر، در سطح داخلی درز لوله، سوراخ باید بریده یا مسطح شود، در حالی که ارتفاع سوراخ یا اثر آن نباید از 0.5 میلی متر تجاوز کند. .
بنا به درخواست مصرف کننده، روی لوله های با سوراخ اسمی بیش از 15 میلی متر، ساخته شده به روش جوش کوره و روش احیا گرم، ضخیم شدن ملایم به ارتفاع حداکثر 0.5 میلی متر در قسمت داخلی مجاز است. سطح لوله ها در منطقه جوش.
(ویرایش تغییر یافته، کشیش شماره 2، 3، 4، 5، 6).
2.6. انتهای لوله باید مربع بریده شود. مقدار اریب صفحه انتهایی بیش از 2 درجه نیست. بقایای سوراخ نباید بیش از 0.5 میلی متر باشد. هنگام برداشتن فرزها، ایجاد کوبیدن (گرد کردن) انتهای آن مجاز است. برش لوله ها در خط آسیاب مجاز است.
با توافق بین سازنده و مصرف کننده، سوراخ های تا 1 میلی متر در لوله های با سوراخ اسمی 6-25 میلی متر، ساخته شده توسط جوش کوره مجاز است.
(چاپ تغییر یافته، کشیش شماره 4، 6).
2.7. لوله های گالوانیزه باید دارای پوشش روی پیوسته در تمام سطح با ضخامت حداقل 30 میکرون باشند. عدم وجود پوشش روی در انتهای و رزوه لوله ها مجاز است.
روی سطح لوله های گالوانیزه، تاول زدن و آخال های خارجی (هاردزینک، اکسیدها، بار متخلخل)، لایه برداری پوشش از فلز پایه مجاز نیست.
نقاط شار مجزا و آثار گرفتگی لوله ها توسط دستگاه های بالابر، ناهمواری و رسوبات موضعی کمی روی مجاز است.
مجاز به تصحیح بخش های غیر گالوانیزه جداگانه 0.5٪ از سطح بیرونی لوله مطابق با GOST 9.307 است.
(چاپ تغییر یافته، کشیش شماره 3، 4).
2.8. لوله ها باید فشار هیدرولیک را تحمل کنند:
2.4 مگاپاسکال (25 کیلوگرم بر سانتی متر مربع) - لوله های معمولی و سبک؛
3.1 مگاپاسکال (32 کیلوگرم بر سانتی متر مربع) - لوله های تقویت شده.
بنا به درخواست مصرف کننده، لوله ها باید فشار هیدرولیک 4.9 مگاپاسکال (50 کیلوگرم بر سانتی متر مربع) را تحمل کنند.
2.9. لولههای با سوراخ اسمی تا 40 میلیمتر باید در آزمایش خمش در اطراف سنبه با شعاع 2.5 قطر خارجی و با سوراخ اسمی 50 میلیمتر - روی سنبه با شعاع 3.5 بیرونی مقاومت کنند. قطر
به درخواست مصرف کننده، لوله ها باید در آزمایش انبساط مقاومت کنند:
برای لوله های با سوراخ اسمی از 15 تا 50 میلی متر - حداقل 7٪.
برای لوله های با سوراخ اسمی 65 میلی متر یا بیشتر - حداقل 4٪.
بنا به درخواست مصرف کننده، لوله ها باید تا فاصله بین سطوح مسطح برابر 2/3 قطر خارجی لوله ها، در آزمون صاف شدن مقاومت کنند.
2.8، 2.9. (ویرایش تغییر یافته، کشیش شماره 2، 3، 5).
2.10. به درخواست مصرف کننده، خواص مکانیکی لوله ها برای بخش هایی از سازه های تامین آب و خطوط لوله گاز باید با GOST 1050 مطابقت داشته باشد.
2.11. رزوه لوله باید تمیز، بدون ایراد و سوراخ باشد و مطابق با GOST 6357، کلاس دقت B باشد.
هنگام مونتاژ با مهر و موم از لوله هایی با رزوه های استوانه ای استفاده می شود.
2.10، 2.11. (چاپ تغییر یافته، کشیش شماره 3، 4).
2.12. در محل درز، سیاهی روی نخ های نخ مجاز است، در صورتی که کاهش ارتفاع معمولی پروفیل نخ از 15٪ بیشتر نباشد و به درخواست مصرف کننده از 10٪ تجاوز نکند.
نخ های با نخ های بریده شده (برای برش) یا ناقص (برای قلاب) روی نخ ها مجاز است، مشروط بر اینکه طول کل آنها از 10٪ طول نخ مورد نیاز بیشتر نباشد و بنا به درخواست مصرف کننده از 5٪ تجاوز نکند.
2.13. روی نخ مجاز است که طول مفید نخ (بدون رواناب) را تا 15 درصد نسبت به آنچه در جدول نشان داده شده کاهش دهد. 4، و به درخواست مصرف کننده - تا 10٪.
2.12، 2.13. (ویرایش تغییر یافته، کشیش شماره 2، 3، 5).
2.14. رزوه کاری روی لوله های گالوانیزه پس از گالوانیزه انجام می شود.
2.15. (حذف شده، شماره 3).
2.16. به درخواست مصرف کننده، جوش لوله ها با روش های غیر مخرب تحت کنترل قرار می گیرند.
(چاپ تجدید نظر شده، شماره 5).
3. قوانین پذیرش
3.1. لوله ها به صورت دسته ای پذیرفته می شوند. این دسته باید از لوله هایی با همان اندازه، فولاد یک برند تشکیل شده باشد و همراه با یک سند کیفیت مطابق با GOST 10692 همراه با افزودنی برای لوله های در نظر گرفته شده برای ساخت قطعات سازه های خط لوله آب و گاز، ساخته شده از فولاد مطابق با GOST 1050; ترکیب شیمیاییو خواص مکانیکی فولاد - مطابق با سند کیفیت شرکت - سازنده قطعه کار.
وزن مهمانی - بیش از 60 تن نیست.
(چاپ تغییر یافته، کشیش شماره 3، 4).
3.2. سطح، ابعاد و انحنا برای هر لوله از دسته بررسی می شود.
مجاز به اعمال است روش های آماریکنترل مطابق GOST 18242 با سطح عادی. برنامه های کنترل با توافق بین سازنده و مصرف کننده ایجاد می شود.
کنترل قطر بیرونی لوله ها در فاصله حداقل 15 میلی متر از انتهای لوله انجام می شود.
(چاپ تغییر یافته، کشیش شماره 3، 4، 5).
3.3. برای کنترل پارامترهای رزوه، آزمایش برای انبساط، مسطح شدن، خم شدن، ارتفاع سوراخ داخلی، باقیماندههای سوراخ، زاویه قائم و زاویه پخ (برای لولههای با لبههای مورب)، خواص مکانیکی، حداکثر 1٪، اما حداقل دو لوله از دسته انتخاب می شود و برای لوله های تولید شده با جوش کوره پیوسته - دو لوله از دسته.
(چاپ تغییر یافته، کشیش شماره 3، 4).
3.4. تمام لوله ها تحت کنترل وزن هستند.
(چاپ تجدید نظر شده، شماره 3).
3.5. هر لوله تحت آزمایش فشار هیدرولیک قرار می گیرد. با کنترل کیفیت 100٪ جوش با روش های غیر مخرب، آزمایش فشار هیدرولیک ممکن است انجام نشود. در عین حال، توانایی لوله ها در تحمل فشار هیدرولیک آزمایشی تضمین شده است.
(چاپ تجدید نظر شده، شماره 6).
3.6. برای بررسی ضخامت پوشش روی در سطح بیرونی و در مکان های قابل دسترس در سطح داخلی، دو لوله از بچ گرفته می شود.
(چاپ تجدید نظر شده، شماره 2).
3.7. پس از دریافت نتایج نامطلوب آزمون برای حداقل یکی از شاخص ها، آزمایش های تکراری روی یک نمونه دوتایی انجام می شود.
نتایج آزمایش مجدد برای کل لات اعمال می شود.
4. روش های تست
4.1. برای کنترل کیفیت، یک نمونه از هر لوله انتخابی برای هر نوع آزمایش بریده می شود.
آزمایش کشش مطابق با GOST 10006 انجام می شود. به جای آزمایش کشش، کنترل خواص مکانیکی با روش های غیر مخرب مجاز است.
4.2. بازرسی سطح لوله ها به صورت بصری انجام می شود.
4.3. تست هیدرولیک مطابق با GOST 3845 با قرار گرفتن در معرض فشار تست حداقل به مدت 5 ثانیه انجام می شود.
4.4. آزمایش خم طبق GOST 3728 انجام می شود. لوله های گالوانیزه قبل از پوشش آزمایش می شوند.
(چاپ تجدید نظر شده، شماره 3).
4.4a. آزمایش انبساط مطابق با GOST 8694 بر روی سنبه مخروطی با زاویه مخروطی 6 درجه انجام می شود.
آزمایش را می توان بر روی سنبه با زاویه مخروطی 30 درجه انجام داد.
(چاپ تغییر یافته، کشیش شماره 3، 4).
4.46. آزمایش صاف کردن طبق GOST 8695 انجام می شود.
(چاپ تجدید نظر شده، شماره 3).
4.4c. کنترل درز جوش طبق اسناد هنجاری با روش های غیر مخرب انجام می شود.
(معرفی اضافی، کشیش شماره 3).
4.5. ضخامت پوشش روی در سطح بیرونی و در مکانهای قابل دسترسی در سطح داخلی مطابق با GOST 9.301 و GOST 9.302 و همچنین با دستگاههای MT-41NTs، MTZON یا نوع Impulse مطابق با اسناد نظارتی کنترل میشود. .
4.6. نخ با گیج های حلقه رزوه ای مطابق با GOST 2533 (کلاس سوم دقت) بررسی می شود.
در این حالت پیچ گیج رینگ روی رزوه نباید بیشتر از سه دور باشد.
(چاپ تغییر یافته، کشیش شماره 3، 4).
4.7. انحنای لوله ها توسط یک راسته مطابق با GOST 8026 و مجموعه ای از پروب ها مطابق با ND کنترل می شود.
(چاپ تغییر یافته، کشیش شماره 3، 5).
4.8. زاویه سمت راست انتهای لوله ها توسط یک مربع 90 درجه با اندازه 160 100 میلی متر از کلاس 3 مطابق با GOST 3749، پروب های صفحه مجموعه 4 مطابق با ND یا یک زاویه سنج مطابق با GOST 5378 کنترل می شود. زاویه اریب طبق GOST 5378 توسط یک گونیومتر کنترل می شود.
(چاپ تغییر یافته، کشیش شماره 3، 6).
4.9. کنترل قطر بیرونی با میکرومترهای صاف مطابق با GOST 6507، با سنج های منگنه مطابق با GOST 2216 یا GOST 18360 انجام می شود.
ضخامت دیواره، ارتفاع سوراخ داخلی و ارتفاع فرزها با میکرومتر مطابق GOST 6507 یا گیج دیواری مطابق با GOST 11358 از هر دو انتهای لوله اندازه گیری می شود.
طول لوله ها با یک نوار اندازه گیری مطابق با GOST 7502 اندازه گیری می شود. موضوع با گیج مطابق با GOST 2533 کنترل می شود.
کنترل جرم دسته ای از لوله ها در مقیاس های نه بیشتر از 10 تن با ارزش تقسیم بیش از 20 کیلوگرم انجام می شود.
(ویرایش تغییر یافته، کشیش شماره 3، 4، 5، 6).
4.10. کنترل درز جوش طبق مستندات فنی با روش های غیر مخرب انجام می شود.
(معرفی اضافی، کشیش شماره 4).
5. علامت گذاری، بسته بندی، حمل و نقل و ذخیره سازی
5.1. علامت گذاری، بسته بندی، حمل و نقل و ذخیره سازی مطابق با GOST 10692 با افزودنی انجام می شود.
5.1.1. رزوه های لوله باید از آن محافظت شوند صدمه مکانیکیو گریس خوردگی با توجه به اسناد هنجاری.
ثانیه 5. (چاپ تغییریافته، کشیش شماره 3).
داده های اطلاعاتی
1. توسعه و معرفی توسط وزارت متالورژی آهنی توسعه دهندگان اتحاد جماهیر شوروی
V. I. Strizhok, Ph.D. فن آوری علوم; V. M. Vorona، Ph.D. فن آوری علوم; یو. ام. میرونوف، دکتری. فن آوری علوم; A. I. Postolova
2. تصویب و معرفی شده توسط فرمان کمیته دولتیاتحاد جماهیر شوروی طبق استانداردهای 11.09.75 شماره 2379
3. دوره بازرسی - 5 سال
4. GOST 3262-62 را جایگزین کنید
5. مقررات مرجع و اسناد فنی
6. مدت اعتبار با مصوبه استاندارد دولتی 12 نوامبر 1991 شماره 1726 حذف شد.
7. ویرایش با اصلاحات شماره 1، 2، 3، 4، 5، 6، مصوب ژانویه 1987، مه 1988، نوامبر 1989، نوامبر 1991 2-90، 2-92)
در داخل قلمرو فدراسیون روسیه GOST R 50779.71-99 اعمال می شود.
GOST 3262-75 یک سند نظارتی است که مطابق آن لوله های فولادی آب و گاز تولید می شود. با کمک چنین لوله هایی که بر خلاف محصولات پلاستیکی، می توان با موفقیت در مناطق باز عمل کرد، نصب خطوط لوله را برای انتقال رسانه های مایع و گاز انجام داد. چنین لوله های فولادی عملاً در زمینه ساخت و ساز سرمایه و خصوصی، مسکن و خدمات عمومی و کشاورزی ضروری هستند.
با دانلود سند به صورت pdf از لینک زیر می توانید با الزامات GOST برای لوله های فولادی آب و گاز آشنا شوید.
اطلاعات کلی در مورد لوله های فولادی VGP
لوله های فولادی آب و گاز، که پارامترهای آنها توسط GOST 3262-75 تعیین می شود، همانطور که از نام آنها مشخص است، متعلق به محصولات برای هدف مورد نظر هستند. تفاوت انواع آنها در درجه اول در روش تولید است. با این حال، مهم نیست که لوله های فولادی دسته مورد بررسی متعلق به چه نوع هستند، تمام پارامترهای آنها توسط مفاد سندی مانند GOST 3262 (75، 80، 85، 91) تعیین شده است.
بنابراین، طبق این استاندارد (3262-75، آخرین نسخهسال 91 لوله های آب و گاز تولید شده به روش جوشی ممکن است به یکی از انواع زیر تعلق داشته باشند:
- غیر گالوانیزه؛
- گالوانیزه؛
- در اصل با انتهای نخی ساخته شده است که می توان آن را با برش یا خنجر به دست آورد.
- بدون کنده کاری

برنامه ها و پارامترهای فردی
زمینه های اصلی کاربرد لوله های آب و گاز، پارامترهای هندسی و مشخصات فنیکه مطابق با استاندارد 3262-75 - ساخت و ساز و تعمیر. لوله های این دسته برای تنظیم ارتباطات گاز و آب و سیستم های گرمایش در کلبه ها و ساختمان ها استفاده می شود. نوع آپارتمان، ساختمان های اداری، موسسات آموزشی، کشاورزی، صنعتی و هر گونه تاسیسات دیگر.
بنابراین، این نوع فلز نورد در موارد زیر استفاده می شود:
- ارتباطات تامین آب سرد و گرم؛
- سیستم های گرمایشی؛
- شبکه های خط لوله گاز
GOST 3262 (75، 80، 85، 91) فرض می کند که جوش داده شده را می توان در طول های اندازه گیری شده، اندازه گیری شده چندگانه و تصادفی تولید کرد. بنابراین با توجه به این درجه بندی دارای ابعاد زیر (با توجه به طول محصولات تولیدی) می باشند:
- اندازه گیری شده - از 4 تا 12 متر طول.
- داشتن طولی که مضربی از مقدار اندازه گیری شده است.
- اندازه گیری نشده با طولی که در مقدار اندازه گیری شده است.

اندازه دیوار معیاری است که توسط آن لوله های آب و گاز متمایز می شوند:
- معمولی؛
- ریه ها؛
- تقویت شده.
لوله های تقویت شده VGP محصولاتی (گاهی گالوانیزه) هستند که ضخامت دیواره آنها افزایش می یابد (بر این اساس چنین محصولاتی وزن بیشتری دارند). آنها برای نصب خطوط لوله استفاده می شوند که از طریق آنها رسانه های مایع یا گاز تحت فشار بالا منتقل می شوند.
اگر مشخصات فنی و پارامترهای هندسی اساسی لوله های آب و گاز توسط یک سند نظارتی تنظیم شود، مشتری نسخه طراحی و طول برش را تعیین می کند. بنابراین، محبوب ترین لوله ها هستند که در انتهای آنها نخ ها در طول فرآیند تولید بریده می شوند. دلیل محبوبیت بالای آنها در این واقعیت است که برای نصب آنها نیازی به عملیات جوشکاری ندارند.

نخ روی لوله های VGP می تواند در طول تولید آنها ایجاد شود:
- knurling (فناوری که به شما امکان می دهد نخی را با دقیق ترین پارامترها بدست آورید ، در حالی که فرض می شود قطر داخلی لوله 10٪ کمتر باشد).
- برش دادن.
نخ لوله های VGP به درخواست مشتری بریده یا رول می شود و می تواند کوتاه یا بلند باشد.
هنگام محاسبه جرم لوله های آب و گاز، باید در نظر داشت که وزن محصولات گالوانیزه 3٪ بیشتر از فلزات آهنی است. این استاندارد همچنین محدودیتی را برای انحرافات در وزن دسته اعمال می کند: آنها نباید از 8٪ تجاوز کنند.
الزامات فنی
محدوده ای از لوله های هر نوع تشکیل می شود که در آن پارامترهای هندسی و وزن نظری آنها ذکر شده است.
فولادی که لوله های رده VGP از آن ساخته می شود نیز باید با الزامات مشخص شده در GOST (380، 1050) مطابقت داشته باشد، در حالی که خواص مکانیکی و همچنین ترکیب شیمیایی مواد تولیدی استاندارد نشده است. برای هر نوع لوله (جوشی، فلز آهنی، گالوانیزه، رزوه ای) ویژه الزامات فنی، که باید با جزئیات بیشتری مورد توجه قرار گیرد.
جوش داده شدهمطابق با مفاد GOST، الزامات زیر بر روی لوله های رده VGP از نوع جوش داده شده اعمال می شود.
- اگر محصولات لولهبا توجه به تکنولوژی جوش کوره ای متصل می شوند، سپس در ناحیه جوش می توان قطر خارجی آنها را نیم میلی متر کاهش داد. در صورت وجود ضخیم شدن ملایم در قسمت داخلی درز، مقدار آن نباید از 1 میلی متر تجاوز کند.
- در صورتی که اتصال لوله های آب و گاز که ضخامت دیواره آنها بیش از 5 میلی متر است با جوش ضروری باشد، باید پخ ها را در انتهای آنها با زاویه 35-40 درجه جدا کرد. در این حالت، عرض حلقه انتهایی پس از پخ زدن باید در محدوده 1-3 میلی متر باشد.
- در قسمت داخلی درز جوش لوله های آب و گاز که قطر آن بیش از 20 میلی متر است، فلز اضافی باید بریده یا صاف شود تا ارتفاع آن از نیم میلی متر بیشتر نشود.
- مشتری علاوه بر این می تواند ویژگی های محصولات با قطر داخلی بیش از 15 میلی متر را که با استفاده از فن آوری کاهش گرم (کشش) تولید شده و با جوش کوره متصل می شود را مشخص کند. با توجه به چنین الزاماتی، ممکن است یک ضخیم شدن ملایم در داخل جوش وجود داشته باشد که ارتفاع آن بیش از 0.5 میلی متر نباشد.

نخ دار
لوله های آب و گاز که رزوه های انتهای آنها توسط سازنده برش یا رول می شود باید دارای پارامترهای زیر باشند.
- رزوه تشکیل شده در انتهای لوله های آب و گاز در کارخانه باید با رده دقت "B" مطابقت داشته باشد. ویژگی های آن توسط مقررات GOST 6357 مشخص شده است. بنابراین، نخ باید تمیز باشد، نمی تواند نقص و سوراخ داشته باشد.
- در محل اتصالات، روی نخ ها، سیاهی امکان پذیر است، در حالی که ارتفاع پروفیل نخ در چنین مکان هایی نباید بیش از 15٪ کاهش یابد. مشتری این حق را دارد که الزامات سخت گیرانه تری را تعیین کند، که بر اساس آن محدودیت برای کاهش ارتفاع پروفیل نخ می تواند تا 10٪ کاهش یابد.
- طول نخ مفید (مشخص شده در مجموعه و اندازه گیری بدون روان آب) را می توان تا 15٪ کاهش داد، اما مشتری حق دارد این انحراف را تا 10٪ کاهش دهد.
![]()
- لایه روی که در کارخانه روی تمام سطح لوله آب و گاز اعمال می شود باید حداقل 30 میکرون ضخامت داشته باشد. در عین حال، فرض بر این است که در نواحی دارای نخ های رزوه ای و در انتها، پوشش روی ممکن است وجود نداشته باشد.
- فیلم روی باید با کیفیت بالا اعمال شود، نباید دارای تاول، لایه برداری از فلز پایه و اجزای خارجی (اکسیدها، شارژ متخلخل، ضایعات روی و غیره) باشد.
- در GOST، وجود لکه های شار روی سطح لوله های گالوانیزه، هجوم های کوچک روی، زبری و آثار باقی مانده توسط عناصر دستگاه های بالابر مجاز است.
- اگر بر روی لوله های آب و گاز بخش هایی که با روی پوشانده نشده اند یافت شوند، می توان آنها را مجدداً درمان کرد - مشروط بر اینکه مساحت کل چنین بخش هایی از 0.5٪ از کل مساحت سطح داده شده تجاوز نکند. تولید - محصول.

- مشتری می تواند در مورد مجموعه کامل کوپلینگ های پیشرفته (8944، 8954، 8965، 8966) با سازنده صحبت کند - یک کوپلینگ برای هر محصول.
- در سطح لوله ها، عیوب مانند تورم، غروب آفتاب، ترک، فیلم اکسید حذف می شوند و در انتهای محصولات - لایه لایه شدن.
- بر روی سطح لوله های آب و گاز، ممکن است عیوب فردی وجود داشته باشد که ناشی از روش تولید است (موجودی، خطرات، فرورفتگی، آثار برهنه شدن). در عین حال، چنین نقص هایی نباید ضخامت دیواره لوله را کمتر از تحمل مشخص شده در مجموعه کاهش دهد. ممکن است لایه ای از رسوب نیز وجود داشته باشد، اما نباید در بازرسی محصول اختلال ایجاد کند.
- انتهای لوله های آب و گاز فروخته شده به مصرف کننده با زاویه قائم بریده می شود. اریب، اگر در حین پیرایش رخ دهد، نباید بیش از 2 درجه باشد. اندازه فرزهای باقی مانده پس از اصلاح نباید از نیم میلی متر بیشتر شود.

که در سند هنجاریهمچنین روشهای کنترلی را مشخص میکند که تمام لولههای رده خط لوله آب و گاز بدون نقص تحت آن قرار میگیرند:
- آزمایش فشار هیدرولیک که لوله ها باید تحمل کنند:
- نوع معمولی و سبک - 25 کیلوگرم بر سانتی متر مربع (2.4 مگاپاسکال)؛
- تقویت شده - 32 کیلوگرم بر سانتی متر مربع (3.1 مگاپاسکال)؛
- مطابق با الزامات ویژه - 50 کیلوگرم بر سانتی متر مربع (4.9 مگاپاسکال). - آزمایشات خمشی انجام شده بر روی سنبه ها با شعاع:
- 2.5 اندازه قطر بیرونی - محصولات با DN تا 40 میلی متر.
- 3.5 اندازه قطر بیرونی - لوله هایی با DN 50 میلی متر. - تست انبساط لوله های آب و گاز با کنترل از راه دور:
- 15-50 میلی متر - حداقل 7٪؛
- بیش از 65 میلی متر - نه کمتر از 4٪.
موضوع این استاندارد لوله های فولادی جوشی می باشد.
نوع لوله: غیر گالوانیزه و گالوانیزه.
نوع نخ: نخ مستقیم بریده/نوردیده شده و/یا بدون نخ.
محل استفاده: خطوط لوله آب و گاز، سیستم های گرمایش و همچنین اجزای سازه های مربوطه.
این استاندارد شامل شرح مفصلی از لوله های فولادی جوشی تولیدی است که شامل 4 نشانگر اصلی برای سه نوع محصول می باشد. این سند الزامات فنی را برای ظاهر، روش های پردازش درزها، پخ ها، رزوه ها، کوپلینگ ها، مشخصات فیزیکیمواد و روش های پردازش آنها؛ قوانین پذیرش محصولات نهاییو همچنین روش های کنترل کیفیت و تست های مربوطه. الزامات برای برچسب زدن، بسته بندی، حمل و نقل و ذخیره سازی محصولات منعکس شده است.
لوله های فولادی برای تامین آب و گاز E
شرایط فنی
GOST 3262-75
انتشارات استاندارد
استاندارد دولتی اتحادیه SSR
لوله های فولادی برای تامین آب و گاز E GOST
مشخصات 3262-75
لوله های فولادی آبرسانی و گازرسانی
شرایط فنی
تاریخ معرفی 01.01.77
این استاندارد برای لولههای جوشی فولادی غیر گالوانیزه و گالوانیزه با رزوههای استوانهای رزوهدار یا حلقهدار و بدون رزوه مورد استفاده برای خطوط لوله آب و گاز، سیستمهای گرمایشی و همچنین برای بخشهایی از سازههای خطوط لوله آب و گاز اعمال میشود.
1. مجموعه ای
1.1. لوله ها با توجه به ابعاد و وزن ذکر شده در جدول ساخته می شوند. یکی
بنا به درخواست مصرف کننده لوله های سری سبک در نظر گرفته شده برای نورد رزوه با توجه به ابعاد و وزن مندرج در جدول ساخته می شوند. 2.
1.2. طول لوله از 4 تا 12 متر ساخته شده است:
الف) طول اندازهگیریشده یا چندگانه اندازهگیری شده با کمک هزینه برای هر برش 5 میلیمتر و حداکثر انحراف برای کل طول به اضافه 10 میلیمتر؛
ب) طول اندازه گیری نشده
با توافق بین سازنده و مصرف کننده، حداکثر 5 درصد از لوله های با طول 1.5 تا 4 متر در دسته ای از لوله های خارج از گیج مجاز است.
میز 1
| پاس مشروط | قطر خارج | ضخامت دیوار لوله | وزن 1 متر لوله، کیلوگرم | ||||
| ریه ها | معمولی | افزایش یافته است | ریه ها | معمولی | افزایش یافته است | ||
| 6 | 10,2 | 1,8 | 2,0 | 2,5 | 0,37 | 0,40 | 0,47 |
| 8 | 13,5 | 2,0 | 2,2 | 2,8 | 0,57 | 0,61 | 0,74 |
| 10 | 17,0 | 2,0 | 2,2 | 2,8 | 0,74 | 0,80 | 0,98 |
| 15 | 21,3 | 2,35 | — | — | 1,10 | — | — |
| 15 | 21,3 | 2,5 | 2,8 | 3,2 | 1,16 | 1,28 | 1,43 |
| 20 | 26,8 | 2,35 | — | — | 1,42 | — | — |
| 20 | 26,8 | 2,5 | 2,8 | 3,2 | 1,5 | 1,66 | 1,86 |
| 25 | 33,5 | 2,8 | 3,2 | 4,0 | 2,12 | 2,39 | 2,91 |
| 32 | 42,3 | 2,8 | 3,2 | 4,0 | 2,73 | 3,09 | 3,78 |
| 40 | 48,0 | 3,0 | 3,5 | 4,0 | 3,33 | 3,84 | 4,34 |
| 50 | 60,0 | 3,0 | 3,5 | 4,5 | 4,22 | 4,88 | 6,16 |
| 65 | 75,5 | 3,2 | 4,0 | 4,5 | 5,71 | 7,05 | 7,88 |
| 80 | 88,5 | 3,5 | 4,0 | 4,5 | 7,34 | 8,34 | 9,32 |
| 90 | 101,3 | 3,5 | 4,0 | 4,5 | 8,44 | 9,60 | 10,74 |
| 100 | 114,0 | 4,0 | 4,5 | 5,0 | 10,85 | 12,15 | 13,44 |
| 125 | 140,0 | 4,0 | 4,5 | 5,5 | 13,42 | 15,04 | 18,24 |
| 150 | 165,0 | 4,0 | 4,5 | 5,5 | 15,88 | 17,81 | 21,63 |
جدول 2
| پاس مشروط | قطر خارج | ضخامت دیوار | وزن 1 متر لوله، کیلوگرم |
| 10 | 16 | 2,0 | 0,69 |
| 15 | 20 | 2,5 | 1,08 |
| 20 | 26 | 2,5 | 1,45 |
| 25 | 32 | 2,8 | 2,02 |
| 32 | 41 | 2,8 | 2,64 |
| 40 | 47 | 3,0 | 3,26 |
| 50 | 59 | 3,0 | 4,14 |
| 65 | 74 | 3,2 | 5,59 |
یادداشت:
1. برای رزوه ای که به روش خرطومی ساخته می شود، کاهش قطر داخلی آن تا 10 درصد در طول کل نخ روی لوله مجاز است.
2. جرم 1 متر لوله ها با چگالی فولاد 7.85 گرم بر سانتی متر مکعب محاسبه می شود. لوله های گالوانیزه 3 درصد سنگین تر از لوله های غیر گالوانیزه هستند.
(ویرایش تغییر یافته، Rev. No. 1, 3)
1.3. انحرافات حد در ابعاد لوله نباید بیشتر از موارد ذکر شده در جدول باشد. 3.
جدول 3
یادداشت:
1. حداکثر انحراف در سمت مثبت در امتداد ضخامت دیواره با حداکثر انحراف در جرم لوله ها محدود می شود.
2. لوله های با دقت ساخت معمولی برای لوله های آب، خطوط لوله گاز و سیستم های گرمایش استفاده می شود. لوله های با دقت ساخت افزایش یافته برای بخش هایی از سازه های خطوط لوله آب و گاز استفاده می شود.
1.4. حداکثر انحراف در جرم لوله ها نباید از + 8٪ تجاوز کند.
به درخواست مصرف کننده، حداکثر انحرافات در جرم نباید بیشتر از:
7.5٪ - برای حزب؛
10٪ - برای یک لوله.
(چاپ تغییر یافته، کشیش شماره 2، 5).
1.5. انحنای لوله ها در هر 1 متر طول نباید بیشتر از:
2 میلی متر - با سوراخ اسمی تا 20 میلی متر شامل؛
1.5 میلی متر - با سوراخ اسمی بیش از 20 میلی متر.
1.6. رزوه های لوله می توانند بلند یا کوتاه باشند. الزامات موضوع باید با موارد مشخص شده در جدول مطابقت داشته باشد. 4.
جدول 4
| گذر مشروط، میلی متر | طول نخ | گذر مشروط، میلی متر | تعداد رشته ها با عبور مشروط | طول نخ | |||
| طولانی | کوتاه | طولانی | کوتاه | ||||
| 6 | — | — | — | 50 | 11 | 24 | 17,0 |
| 8 | — | — | — | 65 | 11 | 27 | 19,5 |
| 10 | — | — | — | 80 | 11 | 30 | 22,0 |
| 15 | 14 | 14 | 9,0 | 90 | 11 | 33 | 26,0 |
| 20 | 14 | 16 | 10,5 | 100 | 11 | 36 | 30,0 |
| 25 | 11 | 18 | 11,0 | 125 | 11 | 38 | 33,0 |
| 32 | 11 | 20 | 13,0 | 150 | 11 | 42 | 36,0 |
| 40 | 11 | 22 | 15,0 | ||||
1.7. لوله های با سوراخ اسمی 6، 8، 10، 15 و 20 میلی متر بنا به درخواست مصرف کننده به کویل پیچ می شوند.
نمونه های افسانه
لوله معمولی، غیر گالوانیزه، با دقت ساخت معمول، طول تصادفی، با سوراخ اسمی 20 میلی متر، ضخامت دیواره 2.8 میلی متر، بدون رزوه و بدون کوپلینگ:
لوله 202.8 GOST 3262-75
کلاچ هم همینطور:
لوله M-202.8 GOST 3262-75
همان طول اندازه گیری شده، رزوه ای:
لوله R-202.8 - 4000 GOST 3262-75
همان، روکش روی، طول تصادفی، رزوه ای:
لوله Ts-R-202.8 GOST 3262-75
همان، با پوشش روی، طول اندازه گیری شده، با نخ:
لوله Ts-R-202.8 - 4000 GOST 3262-75
برای لوله های نورد نخ، حرف H بعد از کلمه "لوله" در نماد نشان داده شده است.
برای لوله های با نخ بلند، حرف D بعد از کلمه "لوله" در نماد نشان داده شده است.
برای لوله های با دقت ساخت افزایش یافته، حرف P در نماد بعد از اندازه سوراخ اسمی نشان داده می شود.
(چاپ تجدید نظر شده، شماره 1).
2. الزامات فنی
2.1. لوله ها مطابق با الزامات این استاندارد و بر اساس مقررات تکنولوژیکی تایید شده به روش مقرر، از فولادهای مطابق با GOST 380-88 و GOST 1050-88 بدون استانداردسازی خواص مکانیکی و ترکیب شیمیایی تولید می شوند.
لوله های بخش هایی از سازه های خط لوله آب و گاز مطابق با GOST 1050-88 از فولاد ساخته شده است.
2.2. بنا به درخواست مصرف کننده، در انتهای لوله هایی که قرار است جوش داده شوند، با ضخامت دیواره 5 میلی متر یا بیشتر، پخ ها باید با زاویه 35-40 نسبت به انتهای لوله برداشته شوند. در این حالت باید یک حلقه انتهایی با عرض 1 تا 3 میلی متر باقی بماند.
به درخواست مصرف کننده، روی لوله های معمولی و تقویت شده با سوراخ اسمی بیش از 10 میلی متر، رزوه به دو سر لوله اعمال می شود.
2.1; 2.2. (چاپ تغییر یافته، کشیش شماره 3، 4).
2.3. بنا به درخواست مصرف کننده، لوله ها به کوپلینگ های ساخته شده مطابق با GOST 8944-75، GOST 8954-75، GOST 8965-75 و GOST 8966-75 با نرخ یک کوپلینگ برای هر لوله مجهز شده اند.
(چاپ تجدید نظر شده، شماره 3).
2.4. ترک، اسارت، تورم و غروب آفتاب روی سطح لوله ها مجاز نیست.
در انتهای لوله ها لایه برداری مجاز نیست.
در صورتی که ضخامت دیواره را از حداقل ابعاد خارج نکنند و همچنین لایه رسوبی که در بازرسی تداخلی نداشته باشد، فرورفتگیها، موجها، خطرات، آثار برهنگی و سایر عیوب ناشی از روش تولید مجاز است.
در لوله های ساخته شده با جوش کوره، در صورت ضخیم شدن ملایم قطر داخلی بیش از 1.0 میلی متر در این مکان، مجاز است قطر خارجی را به 0.5 میلی متر در محل جوش کاهش دهید.
(چاپ تغییر یافته، کشیش شماره 3، 4).
2.5. بنا به درخواست مصرف کننده، در لوله های با سوراخ اسمی 20 میلی متر یا بیشتر، در سطح داخلی درز لوله، سوراخ باید بریده یا صاف شود، در حالی که ارتفاع سوراخ یا آثار آن نباید از 0.5 میلی متر تجاوز کند. .
بنا به درخواست مصرف کننده، روی لوله های با سوراخ اسمی بیش از 15 میلی متر، ساخته شده به روش جوش کوره و روش احیا گرم، ضخیم شدن ملایم به ارتفاع حداکثر 0.5 میلی متر در قسمت داخلی مجاز است. سطح لوله ها در منطقه جوش.
(ویرایش تغییر یافته، کشیش شماره 2، 3، 4، 5، 6).
2.6. انتهای لوله باید مربع بریده شود. مقدار مورب انتهایی بیش از 2 مجاز نیست. باقیمانده های سوراخ نباید بیش از 0.5 میلی متر باشد. هنگام برداشتن فرزها، ایجاد کوبیدن (گرد کردن) انتهای آن مجاز است. برش لوله ها در خط آسیاب مجاز است.
با توافق بین سازنده و مصرف کننده، سوراخ های تا 1 میلی متر در لوله های با سوراخ اسمی 6-25 میلی متر، ساخته شده توسط جوش کوره مجاز است.
(چاپ تغییر یافته، کشیش شماره 4، 6).
2.7. لوله های گالوانیزه باید دارای پوشش روی پیوسته در تمام سطح با ضخامت حداقل 30 میکرون باشند. عدم وجود پوشش روی در انتهای و رزوه لوله ها مجاز است.
روی سطح لوله های گالوانیزه، تاول زدن و آخال های خارجی (هاردزینک، اکسیدها، بار متخلخل)، لایه برداری پوشش از فلز پایه مجاز نیست.
نقاط شار مجزا و آثار گرفتگی لوله ها توسط دستگاه های بالابر، ناهمواری و رسوبات موضعی کمی روی مجاز است.
مجاز به اصلاح بخش های غیر گالوانیزه جداگانه 0.5٪ از سطح بیرونی لوله مطابق با GOST 9.307-89 است.
(چاپ تغییر یافته، کشیش شماره 3، 4).
2.8. لوله ها باید فشار هیدرولیک را تحمل کنند:
2.4 مگاپاسکال (25 کیلوگرم بر سانتی متر مربع) - لوله های معمولی و سبک؛
3.1 مگاپاسکال (32 کیلوگرم بر سانتی متر مربع) - لوله های تقویت شده.
بنا به درخواست مصرف کننده، لوله ها باید فشار هیدرولیک 4.9 مگاپاسکال (50 کیلوگرم بر سانتی متر مربع) را تحمل کنند.
(ویرایش تغییر یافته، کشیش شماره 2، 3، 5).
2.9. لولههای با سوراخ اسمی تا 40 میلیمتر باید در آزمایش خمش در اطراف سنبه با شعاع 2.5 قطر خارجی و با سوراخ اسمی 50 میلیمتر - روی سنبه با شعاع 3.5 بیرونی مقاومت کنند. قطر
به درخواست مصرف کننده، لوله ها باید در آزمایش انبساط مقاومت کنند:
برای لوله های با سوراخ اسمی از 15 تا 50 میلی متر - حداقل 7٪.
برای لوله های با سوراخ اسمی 65 یا بیشتر - حداقل 4٪.
بنا به درخواست مصرف کننده، لوله ها باید تا فاصله بین سطوح مسطح شده برابر 2/3 قطر خارجی لوله ها، در آزمون صاف شدن مقاومت کنند.
(ویرایش تغییر یافته، کشیش شماره 2، 3، 5).
2.10. به درخواست مصرف کننده، خواص مکانیکی لوله ها برای بخش هایی از سازه های خط لوله آب و گاز باید مطابق با GOST 1050-88 باشد.
2.11. رزوه لوله باید تمیز، بدون ایراد و سوراخ باشد و مطابق با GOST 6357-81، کلاس دقت B باشد.
هنگام مونتاژ با مهر و موم از لوله هایی با رزوه های استوانه ای استفاده می شود.
2.10; 2.11. (چاپ تغییر یافته، کشیش شماره 3، 4).
2.12. در محل درز، سیاهی روی نخ های نخ در صورتی مجاز است که کاهش ارتفاع معمولی پروفیل نخ از 15٪ بیشتر نشود و به درخواست مصرف کننده از 10٪ تجاوز نکند.
نخ هایی با نخ های شکسته (برای برش) یا ناقص (برای خرطومی) روی نخ مجاز هستند، مشروط بر اینکه طول کل آنها از 10٪ طول نخ مورد نیاز بیشتر نباشد و به درخواست مصرف کننده از 5٪ تجاوز نکند.
(ویرایش تغییر یافته، کشیش شماره 2، 3، 5).
2.13. روی نخ مجاز است که طول مفید نخ (بدون رواناب) را تا 15 درصد نسبت به آنچه در جدول نشان داده شده کاهش دهد. 4 و به درخواست مصرف کننده تا 10 درصد.
(ویرایش تغییر یافته، کشیش شماره 2، 3، 5).
2.14. رزوه کاری روی لوله های گالوانیزه پس از گالوانیزه انجام می شود.
2.15. (حذف شده، شماره 3).
2.16. به درخواست مصرف کننده، درزهای جوشی لوله ها با روش های غیر مخرب تحت کنترل قرار می گیرند.
(چاپ تجدید نظر شده، شماره 5).
3. قوانین پذیرش
3.1. لوله ها به صورت دسته ای پذیرفته می شوند. این دسته باید از لوله هایی با همان اندازه، همان مارک تشکیل شده باشد و همراه با یک سند کیفیت مطابق با GOST 10692-80 همراه با افزودنی برای لوله های در نظر گرفته شده برای ساخت قطعات سازه های خط لوله آب و گاز، ساخته شده از فولاد در مطابق با GOST 1050-88: ترکیب شیمیایی و خواص مکانیکی فولاد مطابق با سند کیفیت سازنده بیلت.
جرم حزب بیش از 60 تن نیست.
(چاپ تغییر یافته، کشیش شماره 3، 4).
3.2. سطح، ابعاد و انحنا برای هر لوله از دسته بررسی می شود.
استفاده از روش های کنترل آماری طبق GOST 18242-72 با سطح نرمال مجاز است. برنامه های کنترل با توافق بین سازنده و مصرف کننده ایجاد می شود.
کنترل قطر بیرونی لوله ها در فاصله حداقل 15 میلی متر از انتهای لوله انجام می شود.
(چاپ تغییر یافته، کشیش شماره 3، 4، 5).
3.3. برای کنترل پارامترهای رزوه، آزمایش برای انبساط، مسطح شدن، خم شدن، ارتفاع سوراخ داخلی، باقیمانده های سوراخ، زاویه قائم و زاویه پخ (برای لوله های با لبه های اریب)، خواص مکانیکی، حداکثر 1٪، اما کمتر از دو لوله از لات انتخاب می شود و برای لوله های تولید شده با جوش کوره پیوسته، دو لوله در هر دسته انتخاب می شود.
(چاپ تغییر یافته، کشیش شماره 3، 4).
3.4. تمام لوله ها تحت کنترل وزن هستند.
(چاپ تجدید نظر شده، شماره 3).
3.5. هر لوله تحت آزمایش فشار هیدرولیک قرار می گیرد. با کنترل کیفیت 100٪ جوش با روش های غیر مخرب، آزمایش فشار هیدرولیک ممکن است انجام نشود. در عین حال، توانایی لوله ها در تحمل فشار هیدرولیک آزمایشی تضمین شده است.
(چاپ تجدید نظر شده، شماره 6).
3.6. برای بررسی ضخامت پوشش روی در سطح بیرونی و در مکان های قابل دسترس در سطح داخلی، دو لوله از لات گرفته می شود.
(چاپ تجدید نظر شده، شماره 2).
3.7. پس از دریافت نتایج نامطلوب آزمون برای حداقل یکی از شاخص ها، مجدداً روی یک نمونه دوتایی آزمایش می شود.
نتایج آزمایش مجدد برای کل لات اعمال می شود.
4. روش های تست
4.1. برای کنترل کیفیت، یک نمونه از هر لوله انتخابی برای هر نوع آزمایش بریده می شود.
آزمایش کشش مطابق با GOST 10006-80 انجام می شود. به جای آزمایش کشش، کنترل خواص مکانیکی با روش های غیر مخرب مجاز است.
4.2. بازرسی سطح لوله ها به صورت بصری انجام می شود.
4.3. آزمایش هیدرولیک مطابق با GOST 3845-75 با قرار گرفتن در معرض فشار تست حداقل به مدت 5 ثانیه انجام می شود.
4.4. تست خمش طبق GOST 3728-78 انجام می شود. لوله های گالوانیزه قبل از پوشش تست می شوند.
(چاپ تجدید نظر شده، شماره 3).
4.4a. آزمایش انبساط مطابق با GOST 8694-75 بر روی سنبه مخروطی با زاویه مخروطی 6 انجام می شود.
آزمایش روی سنبه با زاویه مخروطی 30 مجاز است.
(چاپ تغییر یافته، کشیش شماره 3، 4).
4.4b. آزمایش صاف کردن مطابق با GOST 8695-75 انجام می شود.
(چاپ تجدید نظر شده، شماره 3).
4.4c. کنترل درز جوش با روش های غیر مخرب طبق اسناد هنجاری و فنی انجام می شود.
(معرفی اضافی، کشیش شماره 3).
4.5. ضخامت پوشش روی در سطح بیرونی و در مکانهای قابل دسترس در سطح داخلی مطابق با GOST 9.301-86 و GOST 9.302-88 و همچنین با دستگاههای انواع MT-41NTs، MTZON یا Impulse مطابق با کنترل میشود. اسناد نظارتی و فنی
4.6. نخ با گیج های حلقه رزوه ای مطابق با GOST 2533-88 (کلاس سوم دقت) بررسی می شود.
در این حالت پیچ گیج رینگ روی رزوه نباید بیشتر از سه دور باشد.
(چاپ تغییر یافته، کشیش شماره 3، 4).
4.7. انحنای لوله ها توسط یک راسته مطابق با GOST 8026-92 و مجموعه ای از پروب ها مطابق با TU 2-034-225-87 کنترل می شود.
(چاپ تغییر یافته، کشیش شماره 3، 5).
4.8. زاویه سمت راست انتهای لوله ها توسط یک مربع 90 با اندازه 160x100 میلی متر از کلاس 3 GOST 3749-77، پروب های صفحه مجموعه 4 TU 2-034-225-87 یا گونیا متر GOST 5378-88 کنترل می شود. زاویه مورب پخ توسط یک گونیومتر مطابق با GOST 5378-88 کنترل می شود.
(چاپ تغییر یافته، کشیش شماره 3، 6).
4.9. کنترل قطر بیرونی با میکرومترهای صاف مطابق با GOST 6507-90، گیج-براکت ها و طبق GOST 2216-84 یا GOST 18362-73 انجام می شود.
ضخامت دیوار، ارتفاع سوراخ داخلی و ارتفاع فرزها با یک میکرومتر مطابق با GOST 6507-90 یا یک گیج دیواری مطابق با GOST 11358-89 از هر دو انتهای لوله اندازه گیری می شود.
طول لوله ها با اندازه گیری نوار مطابق با GOST 7502-89 اندازه گیری می شود. موضوع مطابق با GOST 2533-88 توسط سنج کنترل می شود.
کنترل جرم دسته ای از لوله ها در مقیاس های نه بیشتر از 10 تن با ارزش تقسیم بیش از 20 کیلوگرم انجام می شود.
(ویرایش تغییر یافته، کشیش شماره 3، 4، 5، 6).
4.10. کنترل درز جوش طبق مستندات فنی با روش های غیر مخرب انجام می شود.
(معرفی اضافی، کشیش شماره 4).
5. علامت گذاری، بسته بندی، حمل و نقل و ذخیره سازی
5.1. علامت گذاری، بسته بندی، حمل و نقل و ذخیره سازی مطابق با GOST 10692-80 با افزودنی انجام می شود.
5.1.1. رزوه های لوله باید از آسیب مکانیکی و خوردگی توسط روان کننده مطابق با اسناد استاندارد و فنی محافظت شوند.
ثانیه 5. (چاپ تغییریافته، کشیش شماره 3).
داده های اطلاعاتی
1. توسعه و معرفی توسط وزارت متالورژی آهنی اتحاد جماهیر شوروی
توسعه دهندگان
V. I. Strizhok, Ph.D. فن آوری علوم، V. M. Vorona، Ph.D. فن آوری علوم، Yu. M. Mironov، Ph.D. فن آوری نوک، A. I. Postolova
2. تصویب و معرفی شده توسط فرمان کمیته دولتی استانداردهای اتحاد جماهیر شوروی به شماره 2379 در 11 سپتامبر 1975.
3. دوره بازرسی 5 سال
4. GOST 3262-62 را جایگزین کنید
5. مقررات مرجع
| نام NTD که پیوند به آن داده شده است | شماره مورد |
| GOST 9.301-86 | 4.5 |
| GOST 9.302-88 | 4.5 |
| GOST 9.307-89 | 2.7 |
| GOST 380-88 | 2.1 |
| GOST 1050-88 | 2.1, 2.10, 3.1 |
| GOST 2216-84 | 4.9 |
| GOST 2533-88 | 4.6, 4.9 |
| GOST 3728-78 | 4.4 |
| GOST 3749-77 | 4.8 |
| GOST 3845-75 | 4.3 |
| GOST 5378-88 | 4.8 |
| GOST 6357-81 | 2.11 |
| GOST 6507-90 | 4.9 |
| GOST 7502-89 | 4.9 |
| GOST 8026-92 | 4.7 |
| GOST 8694-75 | 4.4a |
| GOST 8695-75 | 4.4b |
| GOST 8944-75 | 2.3 |
| GOST 8954-75 | 2.3 |
| GOST 8965-75 | 2.3 |
| GOST 8966-75 | 2.3 |
| GOST 10006-80 | 4.1 |
| GOST 10692-80 | 3.1 |
| GOST 11358-89 | 4.9 |
| GOST 18242-72 | 3.2 |
| GOST 18363-73 | 4.9 |
| TU 2-034-225-88 | 4.7, 4.8 |
6. انتشار مجدد (مه 1994) با اصلاحات شماره 1، 2، 3، 4، 5، 6، مصوب نوامبر 1977، دسامبر 1978، ژانویه 1987، مه 1988، نوامبر 1989، نوامبر 1991 (IUS 1-78، 2- 79، 4-87، 8-88، 2-90، 2-92)









